








|
最新記事
|
|
アクアドリルEXフラットシリーズとして新しく4商品を発売しました。
傾斜面をダイレクトに穴加工が可能なフラットドリルは穴あけの常識を変えましたが、新たに4商品を加えることで、より深い穴あけや深い位置の穴あけを可能にしています。 さらに、オイルホールを追加したことで適用被削材も広げました。 今回紹介するアクアドリルEXフラットオイルホール3D / AQDEXZOH3Dは、内部給油によってステンレス加工も可能にしております。   2段切刃の底刃形状と案内性のよいダブルマージン、強いねじれ角が特長です。 平滑面と傾斜面を3D深さの通り穴をステップなしで加工した事例を紹介します。 穴拡大を抑えられています。 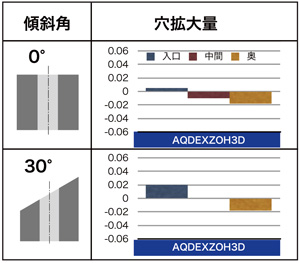 工具 φ10 傾斜角0° 切削速度:100m/min 送り速度: 0.15mm/rev 穴深さ:30mm 通り穴 被削材:SUS304 切削油剤:水溶性切削油剤 工具 φ10 傾斜角30° 切削速度:60m/min 送り速度:0.05mm/rev 穴深さ:30mm 通り穴 被削材:SUS304 切削油剤:水溶性切削油剤
| http://nachi-tool.jp/blog/index.php?e=161 |
| ドリル::アクアドリルEXフラット | 2012年09月02日 09:47 PM | |
|
アクアドリルEXフラットは、傾斜面への一発穴加工や、抜け穴のバリレスなど多機能性や耐摩耗性向上により、お客様から好評をいただいております。
そのアクアドリルEXフラットに直径1.0mmまでの小径サイズ拡充しました。 また、大径モデルとしてSGフラットドリルを発売しています。 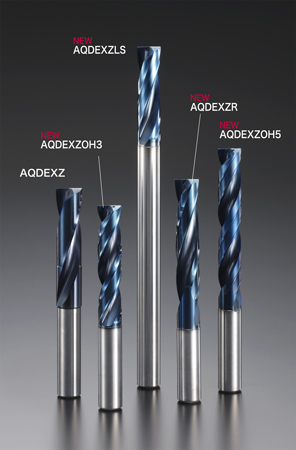 今回、あらたに深穴対応モデルの4D用としてAQDEXZR「レギュラ」、首下長さ10D(穴深さ2D)のAQDEXZLS「ロングシャンク」、加工能率を高めステンレス鋼にも対応のAQDEXZOH3D「オイルホール3D」、深穴用のAQDEXZ5D「オイルホール5D」の4種類をシリーズに追加しました。 フラットシリーズ標準在庫品だけでも6品種294サイズになります。  これまで、フラットドリルは穴深さ2Dに限られておりましたが、様々なバリエーションで選定いただけます。 1mmから50mmまでのサイズ拡大、ステンレス鋼を含めた適用被削材の拡大、深い位置の座ぐり加工や薄板連続加工、深い交差穴加工など、フラットドリルシリーズはネック工程のコストダウンにお役立てください。 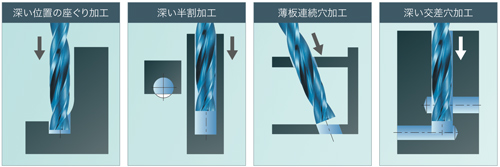 新商品発売により追加された用途 カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=158 |
| ドリル::アクアドリルEXフラット | 2012年08月01日 08:46 AM | |
|
16mmから50mmまでのSGEZ「SGフラットドリル」を発売しました。
 座ぐり加工や傾斜面の穴加工、抜け側のバリレス加工などに最適な「アクアドリルEXフラット」は小径側を1mmまで広げ、中間サイズの充実で、大幅なサイズ拡張をしています。 SGフラットドリルは、大径側にサイズを揃えたハイス版フラットドリルです。  外観は、一見エンドミルのようですが、エンドミルに比べて芯厚を小さくして、溝のポケットを十分に設けています。 ドリル剛性と切りくず排出性のバランスよい溝形状です。 また、底面は完全な180°フラットです。  左図は、SGフラットとエンドミル2枚刃の切削抵抗の変動と方向を示したものです。 エンドミル2枚刃の方が、大きな抵抗を受けながら振れまわっていることが確認されます。 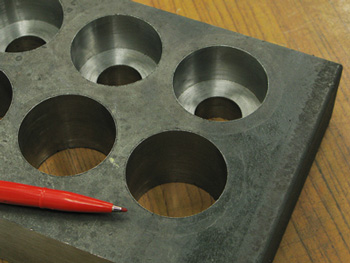 50mmのSGフラットドリルで加工したサンプルです。 M30ボルト穴の座ぐりを想定したものと厚さ50mmの通し穴です。 下穴なしの穴加工をエンドミルではステップ送りなしでは加工不可能ですが、SGフラットはノンステップで加工ができます。 被削材 S50C(180HB) 切削速度25m/min 送り量 0.5mm/rev SGEZ/SGフラットドリルカタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=155 |
| ドリル::SGドリル | 2012年06月29日 03:00 PM | |
|
高硬度材を高硬度材専用ドリル(アクアドリルハード)で加工した場合と汎用的な超硬コーティングドリルで加工した場合の等寿命線図で比較してみます。
等寿命線図については「ドリルの等寿命線図」を参照ください。 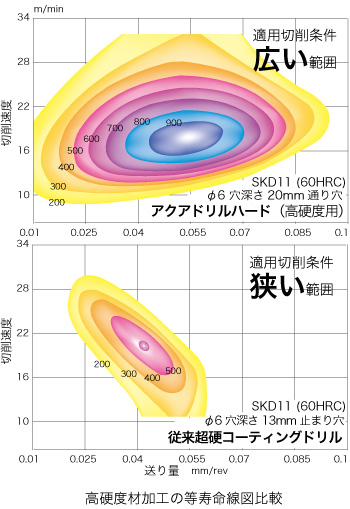 図を比較して見ると、工具寿命は明らかにアクアドリルハードの方は高いのですが、汎用ドリルも高硬度材であっても切削条件が適切であれば加工は可能であることがみられます。 しかし、その適用切削条件は狭い範囲に限られます。 被削材の形状やクランプの状態によって、切削条件を調整しなければならない状況にあっては、適用切削条件から外れるケースも考えられます。 ところが、アクアドリルハードであれば、その適用範囲が広いため、ドリル性能を十分に生かすことが可能になります。 等寿命線図が緩やかで適用範囲が広いと、安定した使用ができます。 言い換えると特定の切削条件下で高い工具寿命であっても、その等高線図が急峻で偏ったものは、使い勝手のよくないドリルとなります。 アクアドリルハードは、高硬度材において、広範囲な条件で安定した高い性能を発揮できるといえます。 注意:従来超硬コーティングドリルはアクアハードドリルよりも穴深さが浅く、止まり穴のために抜け際の大きな衝撃もない有利な条件であり、割り引いて比較する必要があります。 アクアドリルハードの寸法表はこちらから
| http://nachi-tool.jp/blog/index.php?e=154 |
| ドリル::アクアドリル | 2012年06月29日 12:14 PM | |
|
アクアドリルEXフラットに1.0mm~1.99mm小径の寸法を追加しました。
その小径サイズは、ステンレス鋼SUS304の加工が可能になりましたのでご紹介します。 従来の2.0mm以上のフラットドリルでは、オーステナイト系ステンレス鋼の使用をおすすめできませんでしたが、1.99mm以下の新しく発売したフラットドリルは、刃先形状の見直しにより、ステンレス鋼の使用を可能にしました。 SUS304の加工事例を紹介します。 小径寸法拡大したアクアドリルEXフラット SUS304の加工事例 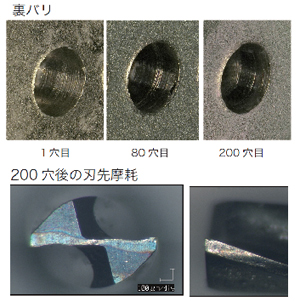 AQDEXZ0100 φ1.0 被削材:SUS304 切削速度:30m/min 送り速度:48mm/min (.005mm/rev) 穴深さ:2mm 通り穴 傾斜角:0° 切削油剤:水溶性切削油剤 裏バリ高さは、約0.02mmで安定しています。200穴目は正常摩耗状態で、まだ加工が可能です。 アクアドリルEXフラットの寸法表はこちらから
| http://nachi-tool.jp/blog/index.php?e=153 |
| ドリル::アクアドリルEXフラット | 2012年05月30日 03:32 PM | |
|
切削速度と送り量をパラメータに、寿命データを多変量解析により寿命実験式を求めることができます。
そのデータをもとに地図の等高線のような等寿命線図を作り、ドリル性能評価に使用することがありますので少し紹介します。 実際の工具寿命の要因として、被削材の形状、工作機械、切削油剤の種類等等、があり、寿命データの普遍化は難しくなりますが、寿命の要因を可能な限り少なくして、同じロットの材料を違うドリルで比較したり、同じドリルで違う材料を比較することで、ドリルの性能比較や材料の被削特性を推測することができます。また、最適な切削条件を求めることにも使用しています。 ハイスコーティングショートタイプのSG-ESSドリルと標準ハイスストレートドリルをSCM440調質材(310HB)で実験したデータをもとに等寿命線図化した事例を並べて比較して見ます。 SG-ESSドリル 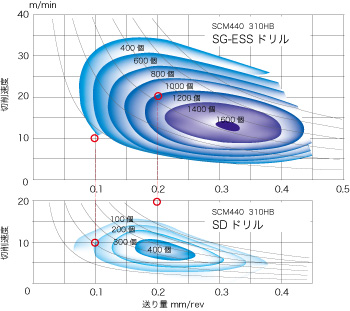 この2つの事例を比較すると、最大寿命は1600個と400個で、SG-ESSドリルが4倍の寿命。そのときの加工能率比は2.4倍。 単純に寿命比と加工能率比をかけたものを性能比とすると9.6倍となります。 SG-ESSドリルの実用的な切削条件(20m/min、0.2mm/rev)で両者を比較すると、1200個と100個以下となり、その差は12倍を超えることが予想されます。 ところが、標準ハイスストレートドリルの実用的な切削条件(10m/min、0.1mm/rev)で比較すると、ほとんど性能差がなくなってしまうことになります。 ドリルにとって適切な切削条件で使用することが大切であることと、低すぎる切削条件で使用しても、期待した性能は得られないことをこの事例は示しています。 SG-ESSドリルの寸法表は 続き▽
| http://nachi-tool.jp/blog/index.php?e=152 |
| ドリル::SGドリル | 2012年05月30日 03:20 PM | |
 先端がフラットなドリルとして、当社ではAQDEXZアクアドリルEXフラットとAQDED3Fアクアドリル底刃付き3フルートがあります。 その使い分けについての問い合わせがよくあります。AQDED3Fアクアドリル底刃付き3フルートについて紹介します。 AQDED3Fアクアドリル底刃付き3フルートは、高精度穴加工用ドリルです。 当社では定番になっているアクアドリル3フルートに、位置矯正力を高めた高精度穴加工用ドリルです。 鋳抜き穴などがすでにあいている穴を加工する場合は、その穴に倣って加工してしまうことがありました。 位置決め精度が必要な場合には従来のドリル加工では限界があり、エンドミルを用いて加工することになります。 しかし、エンドミルによる穴加工は、能率が悪く、ちょっと深い穴になると使用できるエンドミルも限られてしまいます。 AQDED3Fアクアドリル底刃付き3フルートを使うことで、位置決め精度と穴精度が必要な加工を高能率にしています。 金型でよく加工されている位置決めピン穴加工で工程短縮の事例を紹介します。 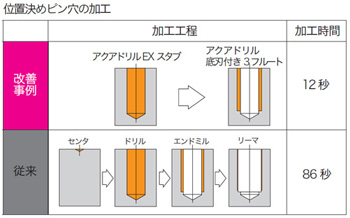 センタリング+ドリル+エンドミル+リーマ加工で行われていたものを、アクアドリルEXスタブ+アクアドリル底刃付き3フルートに変えることによって、加工時間が従来の1/7に短縮されております。位置矯正力と高精度加工が可能なドリルであるからこそ可能になった事例です。 被削材SNCM、穴深さ15mm、仕上げ径8.0mm、水溶性切削油剤 アクアドリルEXスタブφ6.2 、切削速度64m/min、送り速度 540mm/min (0.16mm/rev) アクアドリル底刃付き3フルートφ8.0、切削速度60m/min、送り速度 440mm/min (0.18mm/rev)
| http://nachi-tool.jp/blog/index.php?e=151 |
| ドリル::アクアドリル | 2012年05月02日 06:10 PM | |