








|
最新記事
|
|
好評を頂いているアクアドリルEXフラットについて、いくつかお問い合わせをいただいています。
その中からご紹介します。 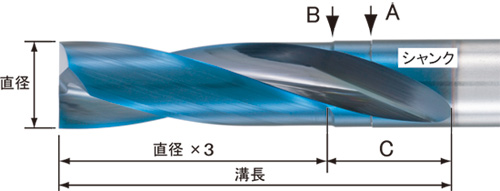 ◆ 質問1 ドリル径とシャンク径が同じサイズのものを購入しましたが、段が付いています。径は違うのですか? 上図はドリル径とシャンク径が同じサイズの画像です。A,Bの2カ所に段が付いているように見えます。 ◇ 回答1 上図のドリル径とシャンク径は同じです。 Aは、ドリルバックテーパの段です。 ドリルは先端からシャンク側に向かってバックテーパが付いていて、直径が小さくなっていきます。加工した穴の側壁のこすりを小さくするために設けられています。 Bは、見る方向によって段が付いているように見えるだけで、実際には段はありません。 ドリルは外周部にマージンといって円筒部を残していますが、その円筒部の幅が小さいためにマージンを見逃して段が付いているように錯覚するのです。 ◆ 質問2 前加工がいらないドリルとのことなので、1発で穴加工をしたいと考えています。どれくらいの深さまで加工できますか。 溝長いっぱいまでの穴深さでも加工できますか。 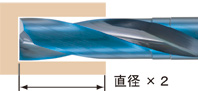 ◇ 回答2 ◇ 回答2穴加工深さの推奨は直径の2倍までです。それ以上の穴あけはおすすめできません。 アクアドリルEXフラットのねじれ角は20°です。一般的なドリルよりもねじれ角が弱くなっています。 ねじれ角が弱いと切りくずのリフト作用(切りくずを排出する能力)が弱くなります。 直径の2倍以上の穴あけの場合には、切りくず処理に注意しながら加工する必要があります。 また、上図のCの範囲は、急激にドリルの溝ポケットが狭くなります。 切りくず処理、クーラントの供給からみて、この範囲が加工穴の中に埋もれるような使用方法は避けなければなりません。
| http://nachi-tool.jp/blog/index.php?e=85 |
| ドリル::アクアドリルEXフラット | 2010年04月01日 02:40 PM | |
 薄板の止まりねじ加工では、有効ねじ長さを確保するために、通常のねじ加工に比べて工程が増え、コストダウンをはかれないことがあります。 薄板の止まりねじ加工では、有効ねじ長さを確保するために、通常のねじ加工に比べて工程が増え、コストダウンをはかれないことがあります。下穴ドリル加工の後に、ドリルの山の部分を除去するためにエンドミルによる座ぐり工程を入れて有効ねじ長さを確保しなければならないからです。 穴あけ性能に優れたアクアドリルEXフラットならば、工程の増やすことなく有効ねじ長さを確保することが可能です。 アクアドリルEXフラットの使用例と従来加工方法と比較してみましたので参照ください。 アクアドリルEXフラット / AQDEXZ のほかにも、 面取り加工には、AGスターティングドリル / AGSTD ねじ加工には、Gスパイラルタップ / GSP も おすすめします。 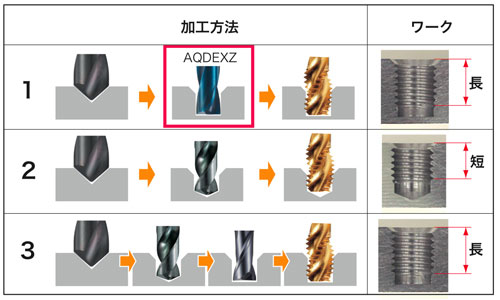 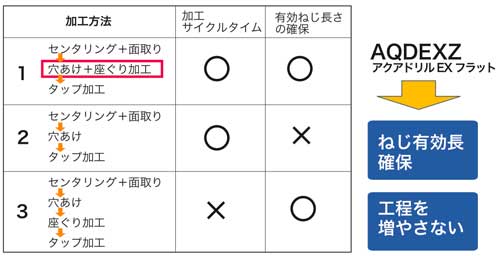 カタログ詳細は
| http://nachi-tool.jp/blog/index.php?e=62 |
| ドリル::アクアドリルEXフラット | 2009年12月23日 11:04 AM | |
 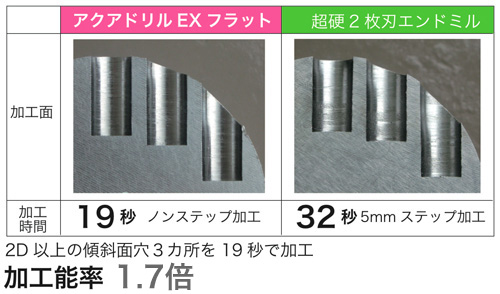 円筒傾斜面の座ぐり加工をエンドミルと比較してみました。 アクアドリルEXフラットの座ぐり加工は、2枚刃エンドミルと比較して加工能率1.7倍でした。 アクアドリルEXフラットは、切りくず排出性にすぐれ、ノンンステップ加工が可能。 加工面も良好。 切削条件 直径Φ10、深さ20mm、切削速度74m/min、送り速度:235mm/min、被削材:S50C相当材、水溶性切削油剤 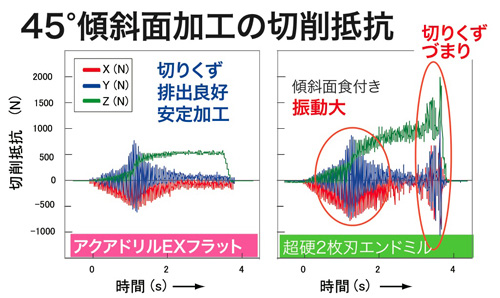 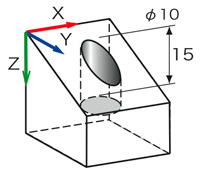 傾斜面加工における切削低能をエンドミルと比較してみました。 アクアドリルEXフラットはエンドミルに比べ、傾斜面の食付き時の切削抵抗が小さくなっています。 食い付き性の良さと剛性の高さがみられます。 また、エンドミルは座ぐり深さが深くなると急激に切削抵抗が大きくなっていますがアクアドリルEXフラットは安定しています。 切りくず排出性の良さがみられます。 切削条件 工具Φ10、切削速度75m/min、送り速度:240mm/min、被削材S50C、水溶性切削油剤 アクアドリルEXフラットカタログ
| http://nachi-tool.jp/blog/index.php?e=59 |
| ドリル::アクアドリルEXフラット | 2009年12月05日 10:00 AM | |
|
超硬コーティングドリルのアクアドリルEXフラット/AQDEXZは、座ぐり加工にはかかせない180°フラットなドリルです。
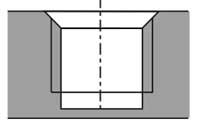
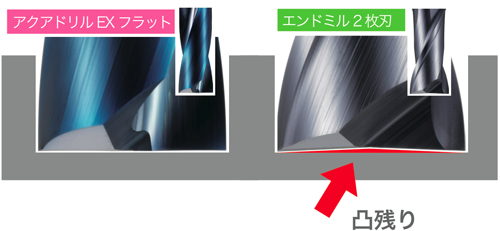 エンドミルで座ぐり加工を代用することがありますが、エンドミルで座ぐり加工しますと中央が盛り上がった凸状の面に加工されます。 それは、エンドミルの底刃には凹状の傾斜が付けられているためです。 精度が求められる座ぐり面ではエンドミルは使用できませんでした。アクアドリルEXフラットならば、一発でokです。 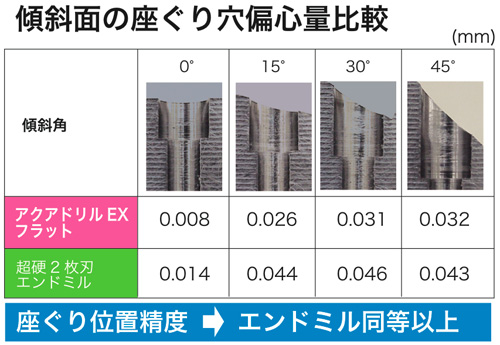 エンドミルは、多機能なツールです。 ドリルは傾斜面への加工が苦手ですが、エンドミルはどのような加工面であっても高精度な加工が可能です。 アクアドリルEXフラットの座ぐり精度をみるために、いろいろな角度の傾斜面を、ボルトの座ぐり穴を想定して超硬エンドミルとの比較実験してみました。 前加工は一切なしとしました。材料は炭素鋼S50C、ドリル径は10mm、切削速度75m/min、送り速度240mm/minです。 上記表のように、アクアドリルEXフラットは、実験したすべての傾斜角においてエンドミルを凌ぐ加工精度が得られました。
| http://nachi-tool.jp/blog/index.php?e=55 |
| ドリル::アクアドリルEXフラット | 2009年11月17日 11:12 AM | |
|
AQDEXZ/アクアドリルEXフラット
 傾斜面の座ぐり、タップ止まり穴などをアクアドリルEXフラットは1本でおまかせです。 傾斜面の座ぐり、タップ止まり穴などをアクアドリルEXフラットは1本でおまかせです。高い剛性と切りくず排出性のよい刃溝形状で広範用途を可能にしました。  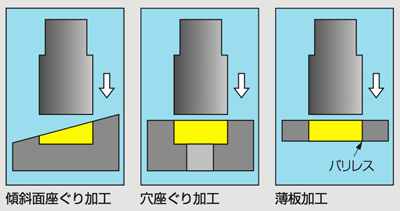 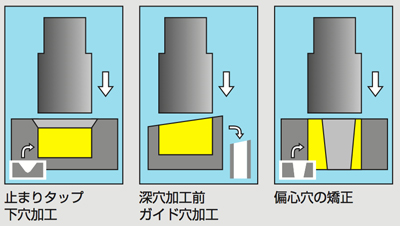 アクアドリルEXフラットカタログ
| http://nachi-tool.jp/blog/index.php?e=52 |
| ドリル::アクアドリルEXフラット | 2009年11月02日 05:37 PM | |