








|
最新記事
|
|
油穴付き超硬コーティングドリル「アクアドリルEXオイルホール3フルート」を発売しました。
高精度・高能率加工が可能な3枚刃のドリルです。 穴あけ深さが3D用、5D用の2種類をシリーズ化しましたので紹介します。  リーマレスドリルとして定番の「アクアドリル3フルート / AQD3F」があります。 高精度な穴あけは、ドリルで下穴をあけ、リーマで仕上げることが常識でした。「アクアドリル3フルート」はその常識を破り、ドリル加工でリーマ仕上げの精度を可能にし、工程縮減と高能率化により好評を得ております。 そのリーマレスドリルを、従来の適用領域拡大と、さらなる高能率化を可能にするのが今回発売した「アクアドリルEXオイルホール3フルート」です。 様々な被削材や5Dまでの深穴化に対応するために、刃先や溝形状などの最適化を行いアクアEXコートと合わせて長寿命化を図っています。 5D深さの炭素鋼をノンステップでリーマレスな加工事例を紹介します。 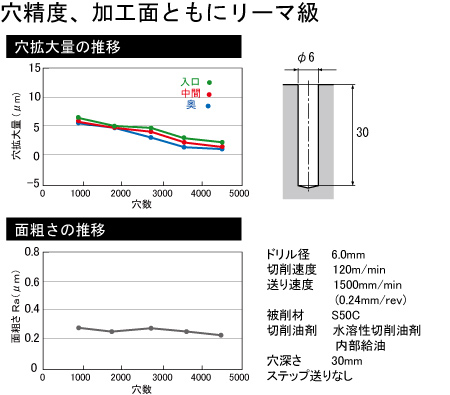 S50C炭素鋼を6mmの穴径を深さ30mm (5D)をノンステップで加工した穴拡大量と面粗さの推移を測定したものです。4000穴を超えてもその穴精度の変異が少なく安定しています。 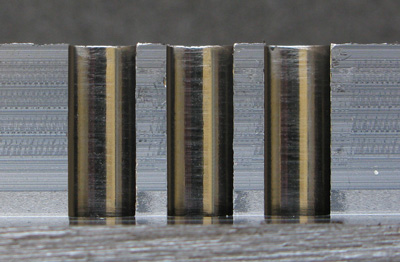 アクアドリルEXオイルホール3フルートによる加工面 アクアドリルEXオイルホール3フルートによる加工面カタログ アクアドリルEXオイルホール3フルート
| http://nachi-tool.jp/blog/index.php?e=186 |
| ドリル::アクアドリルEX | 2013年06月06日 06:34 PM | |
|
リーマレスな高精度穴加工用のアクアドリル3フルートに、位置矯正力を高めたドリルとしてフラット刃のアクアドリル底刃付き3フルートがあります。
鋳物部品の鋳抜き穴などがすでにあけられている穴を加工する場合に、その穴に倣ってしまうことがあり、従来は「矯正工程」+「仕上げ工程」の2工程を要していました。 アクアドリル底刃付き3フルートは、3フルートの高精度穴加工と位置矯正力により、一発仕上げ加工を可能にしていました。 加工事例を紹介します。 自動車電磁弁部品加工における工程短縮の加工事例を紹介します。 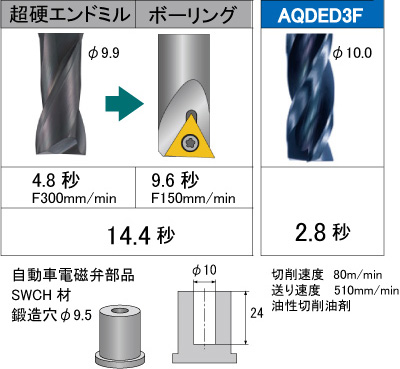 φ9.5の鍛造穴があり、位置矯正に超硬エンドミルを使用。ボーリングによる仕上げが行われておりました。エンドミル、ボーリングともに、切りくずからみによる加工面のキズなどで不良率も高い加工でした。 φ9.5の鍛造穴があり、位置矯正に超硬エンドミルを使用。ボーリングによる仕上げが行われておりました。エンドミル、ボーリングともに、切りくずからみによる加工面のキズなどで不良率も高い加工でした。アクアドリル底刃付き3フルートを使用することで1発加工が可能となり、実加工時間でも1/5以下に短縮。切りくずからみなどによる不良も縮減されました。 位置決めピン穴加工事例 カタログ
| http://nachi-tool.jp/blog/index.php?e=185 |
| ドリル::アクアドリル | 2013年06月06日 06:13 PM | |
|
アクアドリルEXフラットレギュラによるアルミ材の傾斜面一発加工の事例を紹介します。
自動車ABSのアルミ部品加工において、加工面が45°傾斜面であるために、ロングシャンクエンドミルとドリルの2工程であったところをアクアドリルEXフラットレギュラのみによる工程短縮をはかることができました。 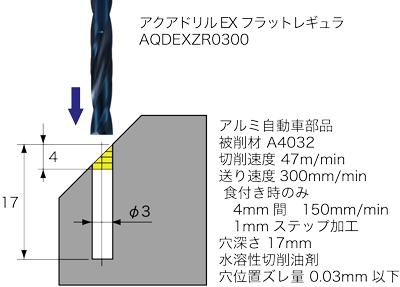 この事例の場合では、3Dを超える深穴であり、レギュラを使用しました。 レギュラは前加工をおすすめしておりますが、送り速度の調整によって前加工なし、1本のドリルで可能になりました。 工程短縮は、ATC工具交換の時間がなくなり、サイクルタイム短縮にもつながります。 今回、食い付き時の入口付近をステップ加工することにより、穴位置精度の向上もはかることができています。 S50C アクアドリルEXフラットロングシャンクによる事例 アクアドリルEXフラットシリーズカタログ
| http://nachi-tool.jp/blog/index.php?e=184 |
| ドリル::アクアドリルEXフラット | 2013年04月10日 08:13 AM | |
|
ドリルでは不可能な加工として半割り加工があります。
エンドミルでなければできない加工でした。 ところが、それが深い加工の場合には、使用できるエンドミルは限られるうえに、除去量が多くなるとエンドミルによるドリリングの能率が悪くなり、ネック加工となっていました。 アクアドリルEXフラットを使用することで、従来のハイスエンドミルに対して94%の加工時間短縮ができた事例を紹介します。 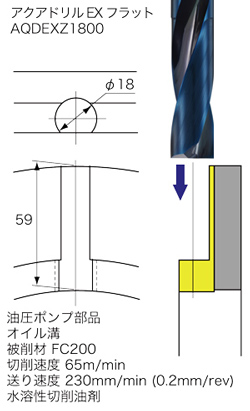 ポンプ部品のオイル溝は、一部が閉じられた半割り加工になるために加工方法に制約があり、従来は258sec/穴かかっていました。アクアドリルEXフラットによる一発加工で実加工時間を17sec/穴にまで短縮できました。 ポンプ部品のオイル溝は、一部が閉じられた半割り加工になるために加工方法に制約があり、従来は258sec/穴かかっていました。アクアドリルEXフラットによる一発加工で実加工時間を17sec/穴にまで短縮できました。 アクアドリルEXフラットシリーズカタログ
| http://nachi-tool.jp/blog/index.php?e=183 |
| ドリル::アクアドリルEXフラット | 2013年04月10日 08:00 AM | |
|
アクアドリルEXフラットレギュラ、ロングシャンク、オイルホール5D用のご使用にはガイド穴やセンタリングなどの前加工をおすすめしております。
ところが、加工箇所が深い位置にあるため前加工が難しい場合や工具交換に制約がある場合など、なんとか工具1本で処理する「セルフセンタリング」ができないものかとの要望をいただいておりました。 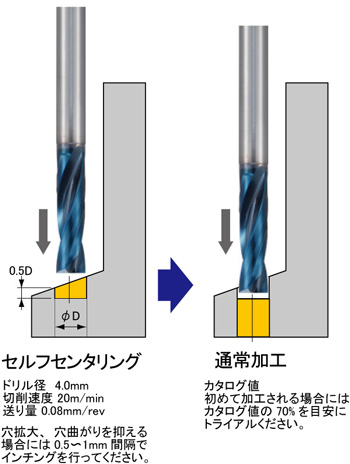 ドリルの突き出し長さが長くなるロングシャンクのような場合には、回転数を下げて振れによる遠心力を小さくすることで、穴拡大が抑制されて安定した加工が可能なようです。 平坦面の食い付き時や傾斜面には回転数を下げることで「セルフセンタリング」が可能になります。 左図はロングシャンクの事例です。S50Cの傾斜面へは切削速度20m/minまで下げています。回転当たりの送り量は下げていません。
| http://nachi-tool.jp/blog/index.php?e=181 |
| ドリル::アクアドリルEXフラット | 2013年03月20日 08:47 AM | |
|
アクアドリルEXフラットで耐熱合金インコネル718を加工し、従来ドリルとの出口側のバリ比較をしてみました。
アクアドリルEXフラットの特長である出口側のバリを小さくおさえることができます。 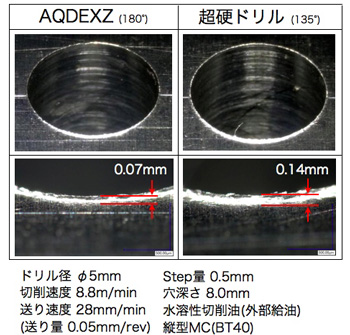 カタログはこちらから アクアドリルEXフラットの関連記事はこちらから
| http://nachi-tool.jp/blog/index.php?e=178 |
| ドリル::アクアドリルEXフラット | 2013年01月30日 09:21 AM | |
|
アクアドリルEXフラットロングシャンクによる歯車などの部品加工事例を紹介します。
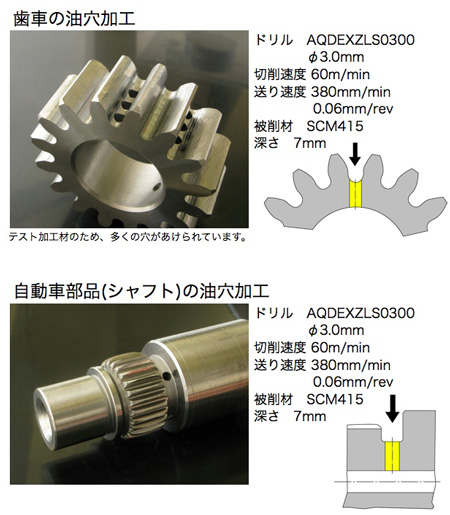 歯車など、回転して動力を変換する部品には、潤滑を目的に油穴をあけられることがあります。 加工位置は、歯車の歯底で曲面であったり、段差のある軸の狭い溝などで、しかも形状が安定していない場合が多い穴加工です。 加工位置や加工部位の形状が安定していないと穴加工は不安定になり、突発的な折損トラブルや工具寿命のばらつきが大きくなるために、加工能率を上げることができませんでした。 そのような加工の優れものがアクアドリルEXフラットロングシャンクです。 加工部位の形状変化にも安定した高い加工能率を可能にします。 アクアドリルEXフラットシリーズのカタログ
| http://nachi-tool.jp/blog/index.php?e=177 |
| ドリル::アクアドリルEXフラット | 2013年01月07日 01:55 PM | |