








|
最新記事
|
|
油穴付き超硬コーティングドリル「アクアドリルEXオイルホールドリル」により深い穴あけに対応した10Dから30Dまでのロングタイプを発売しました。
深穴加工に抜群の性能を発揮するロングドリルです。 炭素鋼であれば30D深さをノンステップで加工が可能です。 切りくず処理性のよい刃先と溝のデザイン、耐摩耗性を高めたアクアEXコートにより、深穴のノンステップ加工を可能にし、安定加工と長寿命を実現しています。  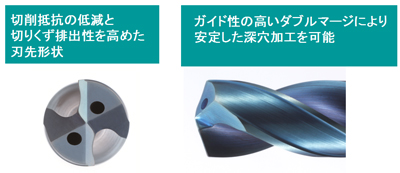 アクアドリルEXオイルホールは、 ・排出性のよい切りくず生成のドリル刃先形状 ・深穴でも切りくずが排出しやすい溝形状 ・ガイド性の高いダブルマージンにより安定 切りくずつまりのない安定した深穴加工を可能にしています。 ロングドリルの食い付き性を高め、高精度なガイド穴加工ができる「アクアドリルEXオイルホールパイロット」AQDEXOHPLTも同時発売しています。 ■ウェットでもMQLでも安定・長寿命 ウェット加工のメリットは、大量の水溶性切削油剤を加工点へ供給することで切削熱を下げて工具摩耗の進行を抑え、切りくず排出性を高めます。 一方、MQL加工は、ごく微量の油剤をミスト状にして加工点へ直接吹き付ける方法です。加工液を循環させる動力や設備が不要。廃油も出ない環境負荷低減加工法ともいわれています。 アクアドリルEXオイルホールロングは、ウェットでもMQLでも安定した加工を可能にします。 下記は、ステンレス鋼をウェット、炭素鋼をMQLで30D深さをノンステップで700穴加工したドリルの刃先摩耗の画像です。 どちらの加工法とも摩耗は微量であり、安定長寿命であることがうかがえます。 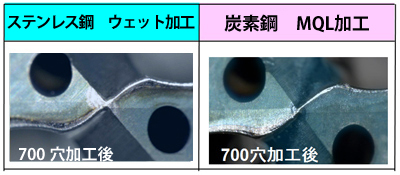 ステンレス鋼 ウェット加工 ドリル径 φ5、切削速度 70m/min、送り速度 446mm/min (0.1mm/rev) 加工深さ 150mm 通り穴、被削材 SUS304、水溶性切削油剤 内部給油 ガイド穴 AQDEXOHPLT0503 深さ10mm 炭素鋼 MQL加工 ドリル径 φ5、切削速度 80m/min、送り速度 760mm/min、(0.15mm/rev) 加工深さ 150mm 通り穴、被削材 S50C(180HB)、MQL ガイド穴 AQDEXOHPLT0503 深さ10mm ■AQDEXOH30Dは切りくずつまりなし 30Dの穴深さを加工したときの他社品との切削抵抗を消費電力で比べてみました。 アクアドリルEXオイルホール30Dは電力の変動は小さく、30Dまでスムーズに加工をしていますが、他社品は、穴あけ後半から急激に高くなっています。切りくずがスムーズに排出されないために上昇したものとみられます。 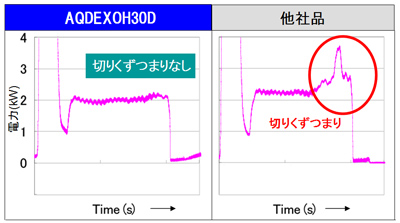 ドリル径 φ5 切削速度 120m/min 送り速度 1150mm/min 加工深さ 150mm (30D) 被削材 S50C (180HB) 水溶性切削油剤 ガイド穴 AQDEXOHPLT0503 深さ10mm カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=190 |
| ドリル::アクアドリルEX | 2013年10月09日 05:18 PM | |