








 |
|
最新記事
|
|
ドリル、エンドミルの種類ごとに直径・外径別寸法表をpdfファイルでつくりました。
直径・外径寸法からカタログ「切削工具2015-2016」に掲載されている商品と寸法表のページを調べることができます。 ダウンロードして、カタログ「切削工具2015-2016」とあわせてご利用ください。 タブレットにカタログ「切削工具2015-2016」pdfとセットで入れておくととても便利です。 ドリル直径別寸法表 ・ハイスドリル ストレートシャンク ・ハイスドリル エンドミルシャンク ・ハイスドリル 油穴付き ・ハイスドリル テーパシャンク ・ハイスドリル テーパシャンク油穴付き ・超硬ドリル ・超硬ドリル 油穴付き エンドミル外径別寸法表 ・ハイスエンドミル スクエア ・ハイスエンドミル ボール ・ハイスエンドミル ラジアス ・超硬エンドミル スクエア ・超硬エンドミル ボール ・超硬エンドミル ラジアス サンプル  
| http://nachi-tool.jp/blog/index.php?e=199 |
| カタログ | 2014年10月30日 09:05 AM | |
|
NACHIの切削工具2015-2016年版カタログができました。
それに合わせて、電子カタログ、NACHI切削工具2015-2016PDF版も制作しましたのでお知らせします。 カタログ中にある「商品記号」と「頁」にリンクを張りました。 探したい商品のアクセスがよりスムーズになりました。 ぜひ、パソコン、スマートフォンなどでご利用ください。 電子カタログの3頁目にこの電子カタログの使い方について説明がありますので参照ください。 続き▽
| http://nachi-tool.jp/blog/index.php?e=200 |
| カタログ | 2014年10月30日 09:00 AM | |
|
WEBで動画や商品紹介、カタログへのアクセスがスムーズになります。見たいものを簡単にアクセスできるようになります。また、強力な切削条件計算機能もついています。 iPhoneやAndroidに対応しています。 機能の一部を紹介します。 「Web 動画」では、動画リストが表示されます。スクロールして目的のものを探してクリックするだけで、その動画を閲覧することができます。 「ドリル切削計算」では、ドリルの切削条件を入力することで換算はもちろん、複数のデータでコスト比較したり、被削材を選定することで大まかな切削抵抗の算出もします。 日本語、英語、中国語の3ヶ国語対応。切削計算ではインチ入力にも対応しています。 ダウンロードしてみてください。もちろん無料です。 ダウンロードおよび紹介サイトはこちらから 
| http://nachi-tool.jp/blog/index.php?e=197 |
| お知らせ | 2014年07月04日 11:13 AM | |
 アクアドリルEXシリーズのラインナップにアクアドリルEXオイルホール3フルートがあります。切削バランスに優れた3枚刃と刃先形状の最適化やオイルホールの採用により、リーマレスも可能な高精度加工と高速・高送りにより、工程集約と大幅な加工能率の改善と工具費の低減に貢献することが可能になります。 アクアドリルEXシリーズのラインナップにアクアドリルEXオイルホール3フルートがあります。切削バランスに優れた3枚刃と刃先形状の最適化やオイルホールの採用により、リーマレスも可能な高精度加工と高速・高送りにより、工程集約と大幅な加工能率の改善と工具費の低減に貢献することが可能になります。これまでの3D用、5D用に、10D用をラインナップしました。 新たに発売した10D用も、10Dの穴深さでもリーマレスを可能にしています。 また、切りくず処理が不安定なSS400でも、穴あけ深さ10Dを切りくずつまりによる切削抵抗の変動もみられず、非常に高能率で、しかもノンステップで加工を可能にします。 加工事例を参照ください。 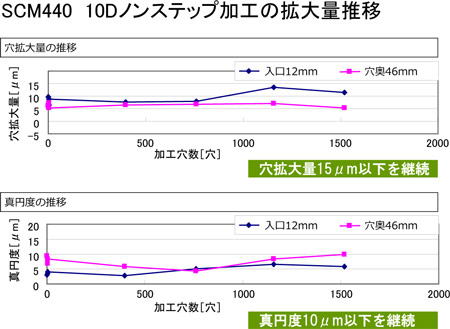 ドリル径:5mm、切削速度:89.5m/min、送り速度:1,226mm/min、被削材:SCM440(32HRC)、穴深さ:50mm止まり ノンステッフ、水溶性切削油剤、内部給油、ガイド穴φ5、穴深さ:10mm 寸法詳細カタログはこちらから リーマレスの動画はこちらから
| http://nachi-tool.jp/blog/index.php?e=196 |
| ドリル::アクアドリルEX | 2014年07月04日 10:32 AM | |
  不等分割、不等リードを採用しているGSX MILL VLシリーズは、高能率加工においてびびり振動を抑制し、加工面品位の向上が可能です。また、チタン合金などに最適なTi・SUS用と炭素鋼・合金鋼などに最適な鋼用とに分けてシリーズ化し、幅広い被削材の加工に対応しています。 GSX MILL VL スロットの発売により、ポケット加工などに求められる。穴あけから溝の連続加工の機能に、VLシリーズの特長である高能率高品位加工を可能となり、エンドミル加工の用途をさらに拡大しています。 1D厚の鋼の穴から溝への連続加工において、溝加工面の比較を加工事例に示します。 加工事例を参照ください。 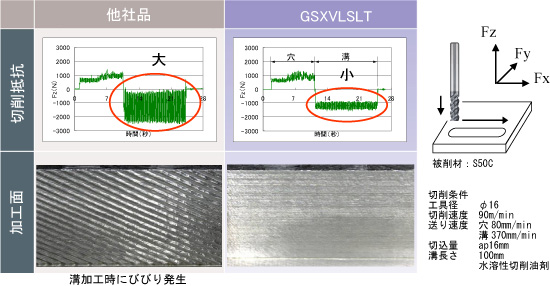 寸法詳細カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=195 |
| エンドミル::GSX MILL | 2014年07月04日 10:17 AM | |
 部品の小型化・高機能化に伴い、小径の穴あけ加工でも、内部給油での深穴加工ニーズが高まってきています。高能率深穴加工用超硬ドリル「アクアドリルEXオイルホールロング」に直径1.0~2.9mmの小径サイズを拡充しました。また、専用ガイド穴加工用超硬ドリル「アクアドリルEXオイルホールパイロット」の小径サイズをあわせて拡充しました。 炭素鋼、合金鋼、ステンレス鋼などの小径深穴加工ニーズにお応えを可能にします。 ステンレス鋼20D深穴あけ性能を比較してみました。 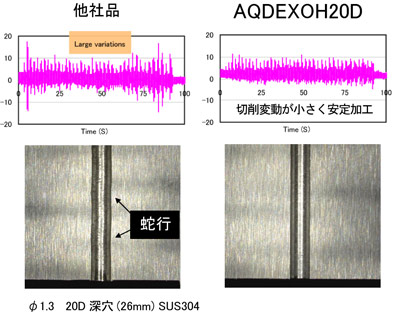 アクアドリルEXオイルホールロング/パイロット 小径 カタログ アクアドリルEXオイルホールロング 加工動画 アクアドリルEXオイルホールシリーズ カタログ
| http://nachi-tool.jp/blog/index.php?e=193 |
| ドリル::アクアドリルEX | 2014年04月07日 01:31 PM | |
 止まり穴の中には底面をフラットで指定されていることがあります。その場合には従来ドリル加工後にエンドミルで底面を仕上げていましたが、アクアドリルEXフラットの登場以降、このドリルで一発加工が可能になり、傾斜面加工の一発加工と同様に穴あけ加工の常識を打ち破るドリルとなっています。 ところで、加工される製品の多様化高機能化に伴い、部品強度などを考慮して、そのフラット指定の止まり穴において、底面隅アール仕様を指定されることもあります。この場合、従来のアクアドリルEXフラットでは対応できませんでした。新しく「アクアドリルEXフラットコーナR付き」をシリーズ加えることで、加工面が傾斜面ならば、エンドミル⇒ドリル⇒ラジアスエンドミルの3工程が必要だったものをアクアドリルEXフラットコーナR付きならば1工程で可能にします。しかも、サイクルタイムは1/6に短縮。大幅な工数縮減になります。 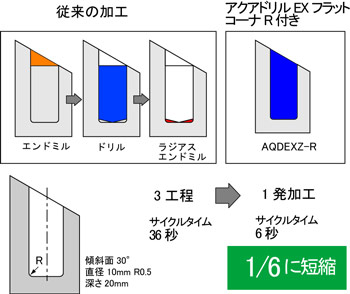 アクアドリルEXフラットコーナR付きの寸法表 アクアドリルEXフラットコーナR付き 紹介動画 アクアドリルEXフラットシリーズのカタログ
| http://nachi-tool.jp/blog/index.php?e=192 |
| ドリル::アクアドリルEXフラット | 2014年04月07日 01:22 PM | |