








|
最新記事
|
 アクアドリルEXシリーズのラインナップにアクアドリルEXオイルホール3フルートがあります。切削バランスに優れた3枚刃と刃先形状の最適化やオイルホールの採用により、リーマレスも可能な高精度加工と高速・高送りにより、工程集約と大幅な加工能率の改善と工具費の低減に貢献することが可能になります。 アクアドリルEXシリーズのラインナップにアクアドリルEXオイルホール3フルートがあります。切削バランスに優れた3枚刃と刃先形状の最適化やオイルホールの採用により、リーマレスも可能な高精度加工と高速・高送りにより、工程集約と大幅な加工能率の改善と工具費の低減に貢献することが可能になります。これまでの3D用、5D用に、10D用をラインナップしました。 新たに発売した10D用も、10Dの穴深さでもリーマレスを可能にしています。 また、切りくず処理が不安定なSS400でも、穴あけ深さ10Dを切りくずつまりによる切削抵抗の変動もみられず、非常に高能率で、しかもノンステップで加工を可能にします。 加工事例を参照ください。 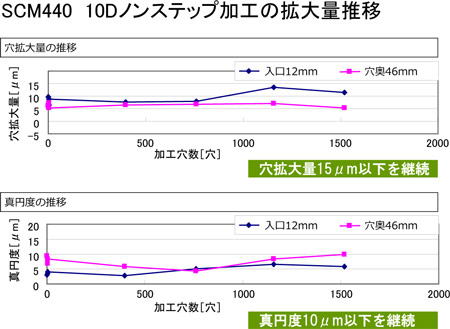 ドリル径:5mm、切削速度:89.5m/min、送り速度:1,226mm/min、被削材:SCM440(32HRC)、穴深さ:50mm止まり ノンステッフ、水溶性切削油剤、内部給油、ガイド穴φ5、穴深さ:10mm 寸法詳細カタログはこちらから リーマレスの動画はこちらから
| http://nachi-tool.jp/blog/index.php?e=196 |
| ドリル::アクアドリルEX | 2014年07月04日 10:32 AM | |
 部品の小型化・高機能化に伴い、小径の穴あけ加工でも、内部給油での深穴加工ニーズが高まってきています。高能率深穴加工用超硬ドリル「アクアドリルEXオイルホールロング」に直径1.0~2.9mmの小径サイズを拡充しました。また、専用ガイド穴加工用超硬ドリル「アクアドリルEXオイルホールパイロット」の小径サイズをあわせて拡充しました。 炭素鋼、合金鋼、ステンレス鋼などの小径深穴加工ニーズにお応えを可能にします。 ステンレス鋼20D深穴あけ性能を比較してみました。 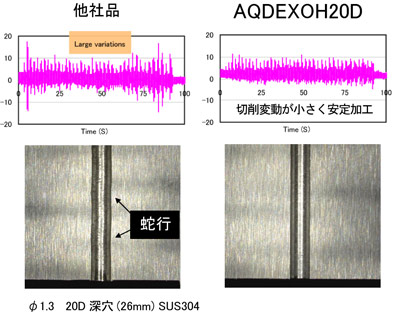 アクアドリルEXオイルホールロング/パイロット 小径 カタログ アクアドリルEXオイルホールロング 加工動画 アクアドリルEXオイルホールシリーズ カタログ
| http://nachi-tool.jp/blog/index.php?e=193 |
| ドリル::アクアドリルEX | 2014年04月07日 01:31 PM | |
|
油穴付き超硬コーティングドリル「アクアドリルEXオイルホールドリル」により深い穴あけに対応した10Dから30Dまでのロングタイプを発売しました。
深穴加工に抜群の性能を発揮するロングドリルです。 炭素鋼であれば30D深さをノンステップで加工が可能です。 切りくず処理性のよい刃先と溝のデザイン、耐摩耗性を高めたアクアEXコートにより、深穴のノンステップ加工を可能にし、安定加工と長寿命を実現しています。  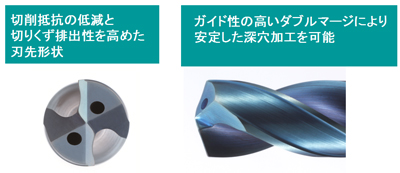 アクアドリルEXオイルホールは、 ・排出性のよい切りくず生成のドリル刃先形状 ・深穴でも切りくずが排出しやすい溝形状 ・ガイド性の高いダブルマージンにより安定 切りくずつまりのない安定した深穴加工を可能にしています。 ロングドリルの食い付き性を高め、高精度なガイド穴加工ができる「アクアドリルEXオイルホールパイロット」AQDEXOHPLTも同時発売しています。 ■ウェットでもMQLでも安定・長寿命 ウェット加工のメリットは、大量の水溶性切削油剤を加工点へ供給することで切削熱を下げて工具摩耗の進行を抑え、切りくず排出性を高めます。 一方、MQL加工は、ごく微量の油剤をミスト状にして加工点へ直接吹き付ける方法です。加工液を循環させる動力や設備が不要。廃油も出ない環境負荷低減加工法ともいわれています。 アクアドリルEXオイルホールロングは、ウェットでもMQLでも安定した加工を可能にします。 下記は、ステンレス鋼をウェット、炭素鋼をMQLで30D深さをノンステップで700穴加工したドリルの刃先摩耗の画像です。 どちらの加工法とも摩耗は微量であり、安定長寿命であることがうかがえます。 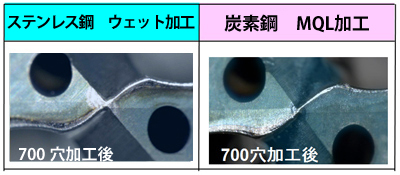 ステンレス鋼 ウェット加工 ドリル径 φ5、切削速度 70m/min、送り速度 446mm/min (0.1mm/rev) 加工深さ 150mm 通り穴、被削材 SUS304、水溶性切削油剤 内部給油 ガイド穴 AQDEXOHPLT0503 深さ10mm 炭素鋼 MQL加工 ドリル径 φ5、切削速度 80m/min、送り速度 760mm/min、(0.15mm/rev) 加工深さ 150mm 通り穴、被削材 S50C(180HB)、MQL ガイド穴 AQDEXOHPLT0503 深さ10mm ■AQDEXOH30Dは切りくずつまりなし 30Dの穴深さを加工したときの他社品との切削抵抗を消費電力で比べてみました。 アクアドリルEXオイルホール30Dは電力の変動は小さく、30Dまでスムーズに加工をしていますが、他社品は、穴あけ後半から急激に高くなっています。切りくずがスムーズに排出されないために上昇したものとみられます。 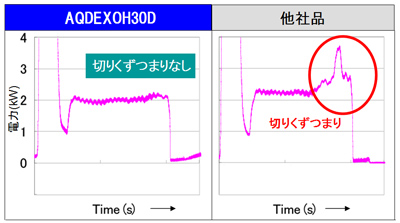 ドリル径 φ5 切削速度 120m/min 送り速度 1150mm/min 加工深さ 150mm (30D) 被削材 S50C (180HB) 水溶性切削油剤 ガイド穴 AQDEXOHPLT0503 深さ10mm カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=190 |
| ドリル::アクアドリルEX | 2013年10月09日 05:18 PM | |
 リーマレス加工の定番ドリル、アクアドリル3フルートにオイルホールタイプで3D、5Dの2種類を発売しています。「アクアドリルEXオイルホール3フルート3D / 5D」 オイルホール仕様として加工点の冷却効果を高めたため、従来では加工できなかったステンレス鋼にも対応しています。また、切りくず排出性を高めて5D深さにも対応しました。 ■AQDEXOH3F5Dはステンレスでも長寿命 SUS304による5D深さの穴加工をしてみました。 下図は、切削長60mまでの摩耗推移と60m加工後のドリル刃先です。 摩耗は小さく、ステンレス鋼でも長寿命です。 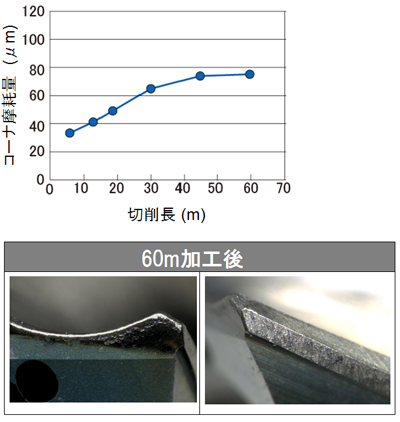 ドリル径 φ6 切削速度 50m/min 送り速度 480mm/min 0.18mm/rev 加工深さ 30mm 止り穴 ノンステップ加工 被削材 SUS304 水溶性切削油剤 ■AQDEXOH3F3Dはステンレスでもリーマレス アクアドリル3フルートはリーマレスドリルとして、これまでドリル加工後に行っていたリーマ加工を省略することを可能にしてきました。ただし、オーステナイト系ステンレス鋼には対応していませんでした。そのステンレス鋼の工程短縮をアクアドリルEXオイルホール3フルートが可能にすることができます。 リーマレス加工事例を紹介します。 リーマ加工工程を縮減し、穴あけ精度、工具寿命は従来工程と同等以上を確保しています。 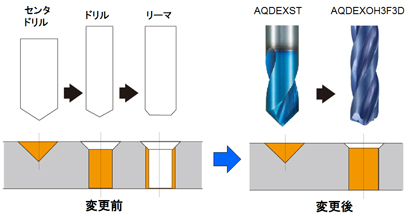 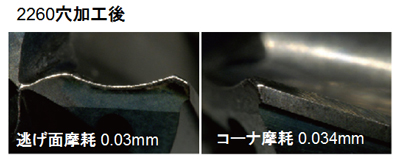 ドリル径 φ4.4 切削速度 40m/min 送り速度 300mm/min 加工深さ 7mm 通り穴 被削材 SUS304 水溶性切削油剤 (内部給油) 立型 MC(BT40) 穴加工精度 穴拡大量 0.01mm以下、真円度 0.01mm以下、円筒度 0.02mm以下 カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=191 |
| ドリル::アクアドリルEX | 2013年10月09日 05:10 PM | |
|
一体型のチップによる刃先交換式超硬ドリル「アクアドリルEX VF」を発売しました。
アクアドリルEX VFは、独自のクランプ方式を採用し、高精度・高剛性化によりドリルの長寿命化・低コスト化を実現します。  耐欠損性の高いチップ材種と耐摩耗性に優れたアクアEXコーティングのチップは、一般鋼からステンレス鋼、鋳鉄まで幅広い被削材において長寿命 切削バランスに優れ、切削抵抗の低い刃先形状、刃先中心に近い位置からの給油により穴あけ精度が良好で切削性能を向上。 また、チップを簡単・確実にクランプし、使い勝手のよいドリルです。 直径14mmから32mmまで、穴あけ深さ3Dタイプと5Dタイプの2種類揃えています。 アクアドリルEX VF 5DによるS50C の加工事例を紹介します。 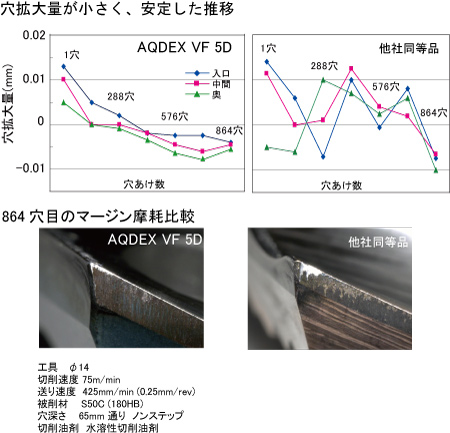  直径14.0mm 穴深さ65mm 864穴(切削長56m)加工後でも摩耗量は小さく、穴の拡大量も安定した推移を示しています。 求心性に優れたVマウント方式のアクアドリルEX VFは、刃先交換式ドリルであっても高精度で安定した穴加工を可能にします。 アクアドリルEX VF カタログ
| http://nachi-tool.jp/blog/index.php?e=188 |
| ドリル::アクアドリルEX | 2013年08月23日 01:44 PM | |
|
油穴付き超硬コーティングドリル「アクアドリルEXオイルホール3フルート」を発売しました。
高精度・高能率加工が可能な3枚刃のドリルです。 穴あけ深さが3D用、5D用の2種類をシリーズ化しましたので紹介します。  リーマレスドリルとして定番の「アクアドリル3フルート / AQD3F」があります。 高精度な穴あけは、ドリルで下穴をあけ、リーマで仕上げることが常識でした。「アクアドリル3フルート」はその常識を破り、ドリル加工でリーマ仕上げの精度を可能にし、工程縮減と高能率化により好評を得ております。 そのリーマレスドリルを、従来の適用領域拡大と、さらなる高能率化を可能にするのが今回発売した「アクアドリルEXオイルホール3フルート」です。 様々な被削材や5Dまでの深穴化に対応するために、刃先や溝形状などの最適化を行いアクアEXコートと合わせて長寿命化を図っています。 5D深さの炭素鋼をノンステップでリーマレスな加工事例を紹介します。 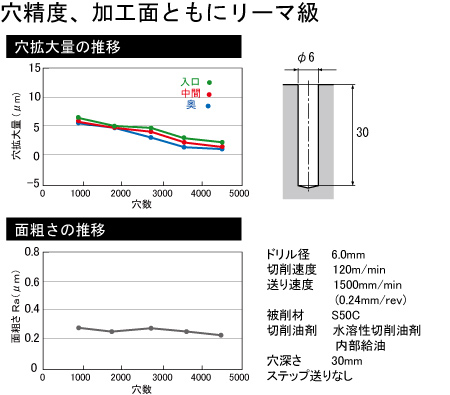 S50C炭素鋼を6mmの穴径を深さ30mm (5D)をノンステップで加工した穴拡大量と面粗さの推移を測定したものです。4000穴を超えてもその穴精度の変異が少なく安定しています。 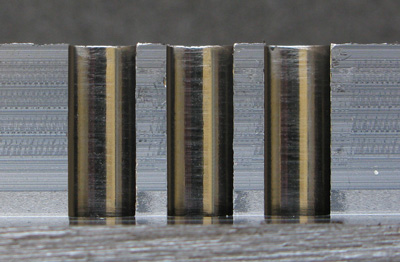 アクアドリルEXオイルホール3フルートによる加工面 アクアドリルEXオイルホール3フルートによる加工面カタログ アクアドリルEXオイルホール3フルート
| http://nachi-tool.jp/blog/index.php?e=186 |
| ドリル::アクアドリルEX | 2013年06月06日 06:34 PM | |
|
耐熱合金のインコネル718の穴加工の事例です。
送り速度を一定にして、切削速度と回転当たりの送り量を変えてみました。 切削速度45m/min、送り量0.05mm/revの高速低送りと 切削速度30m/min、送り量0.075mm/revの低速高送りです。 テスト結果は、高速低送りが60穴目で機械出力が高くなり寿命と判断。 低速高送りは150穴の加工で中止。まだまだ加工できそうでした。 切削条件によって切りくず形態の異なることに注目してください。 送り量0.05mm/revでは、蛇腹状の長い切りくずが、加工初期から発生していま。 ドリルからみれば、蛇腹状の切りくずはびびり振動誘発の恐れがあるうえに、 切りくず処理も厄介であり、好ましくありません。 送り量0.075mm/revでは、カールした短い切りくずがでています。 送り量をちょっと変えるだけで、好ましい方に転換しています。 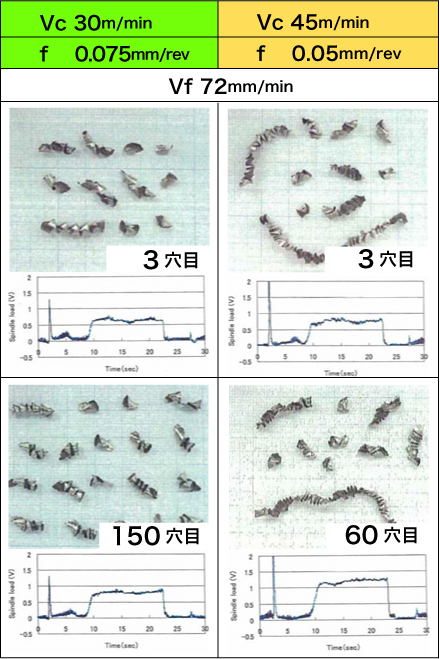 AQDEXOH/アクアドリルEXオイルホール3D AQDEXOH/アクアドリルEXオイルホール3Dのカタログ アクアドリルEXの関連記事
| http://nachi-tool.jp/blog/index.php?e=148 |
| ドリル::アクアドリルEX | 2012年03月28日 01:45 PM | |