








|
最新記事
|
|
リーマレスな高精度穴加工用のアクアドリル3フルートに、位置矯正力を高めたドリルとしてフラット刃のアクアドリル底刃付き3フルートがあります。
鋳物部品の鋳抜き穴などがすでにあけられている穴を加工する場合に、その穴に倣ってしまうことがあり、従来は「矯正工程」+「仕上げ工程」の2工程を要していました。 アクアドリル底刃付き3フルートは、3フルートの高精度穴加工と位置矯正力により、一発仕上げ加工を可能にしていました。 加工事例を紹介します。 自動車電磁弁部品加工における工程短縮の加工事例を紹介します。 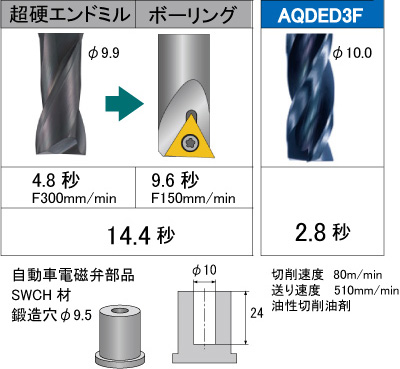 φ9.5の鍛造穴があり、位置矯正に超硬エンドミルを使用。ボーリングによる仕上げが行われておりました。エンドミル、ボーリングともに、切りくずからみによる加工面のキズなどで不良率も高い加工でした。 φ9.5の鍛造穴があり、位置矯正に超硬エンドミルを使用。ボーリングによる仕上げが行われておりました。エンドミル、ボーリングともに、切りくずからみによる加工面のキズなどで不良率も高い加工でした。アクアドリル底刃付き3フルートを使用することで1発加工が可能となり、実加工時間でも1/5以下に短縮。切りくずからみなどによる不良も縮減されました。 位置決めピン穴加工事例 カタログ
| http://nachi-tool.jp/blog/index.php?e=185 |
| ドリル::アクアドリル | 2013年06月06日 06:13 PM | |
|
高硬度材を高硬度材専用ドリル(アクアドリルハード)で加工した場合と汎用的な超硬コーティングドリルで加工した場合の等寿命線図で比較してみます。
等寿命線図については「ドリルの等寿命線図」を参照ください。 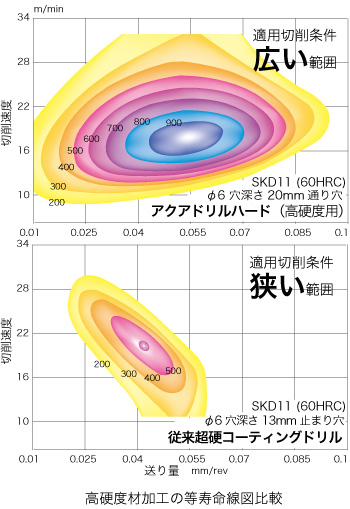 図を比較して見ると、工具寿命は明らかにアクアドリルハードの方は高いのですが、汎用ドリルも高硬度材であっても切削条件が適切であれば加工は可能であることがみられます。 しかし、その適用切削条件は狭い範囲に限られます。 被削材の形状やクランプの状態によって、切削条件を調整しなければならない状況にあっては、適用切削条件から外れるケースも考えられます。 ところが、アクアドリルハードであれば、その適用範囲が広いため、ドリル性能を十分に生かすことが可能になります。 等寿命線図が緩やかで適用範囲が広いと、安定した使用ができます。 言い換えると特定の切削条件下で高い工具寿命であっても、その等高線図が急峻で偏ったものは、使い勝手のよくないドリルとなります。 アクアドリルハードは、高硬度材において、広範囲な条件で安定した高い性能を発揮できるといえます。 注意:従来超硬コーティングドリルはアクアハードドリルよりも穴深さが浅く、止まり穴のために抜け際の大きな衝撃もない有利な条件であり、割り引いて比較する必要があります。 アクアドリルハードの寸法表はこちらから
| http://nachi-tool.jp/blog/index.php?e=154 |
| ドリル::アクアドリル | 2012年06月29日 12:14 PM | |
 先端がフラットなドリルとして、当社ではAQDEXZアクアドリルEXフラットとAQDED3Fアクアドリル底刃付き3フルートがあります。 その使い分けについての問い合わせがよくあります。AQDED3Fアクアドリル底刃付き3フルートについて紹介します。 AQDED3Fアクアドリル底刃付き3フルートは、高精度穴加工用ドリルです。 当社では定番になっているアクアドリル3フルートに、位置矯正力を高めた高精度穴加工用ドリルです。 鋳抜き穴などがすでにあいている穴を加工する場合は、その穴に倣って加工してしまうことがありました。 位置決め精度が必要な場合には従来のドリル加工では限界があり、エンドミルを用いて加工することになります。 しかし、エンドミルによる穴加工は、能率が悪く、ちょっと深い穴になると使用できるエンドミルも限られてしまいます。 AQDED3Fアクアドリル底刃付き3フルートを使うことで、位置決め精度と穴精度が必要な加工を高能率にしています。 金型でよく加工されている位置決めピン穴加工で工程短縮の事例を紹介します。 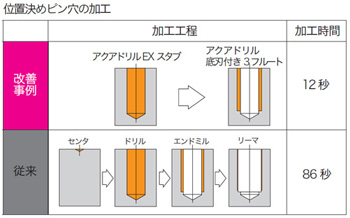 センタリング+ドリル+エンドミル+リーマ加工で行われていたものを、アクアドリルEXスタブ+アクアドリル底刃付き3フルートに変えることによって、加工時間が従来の1/7に短縮されております。位置矯正力と高精度加工が可能なドリルであるからこそ可能になった事例です。 被削材SNCM、穴深さ15mm、仕上げ径8.0mm、水溶性切削油剤 アクアドリルEXスタブφ6.2 、切削速度64m/min、送り速度 540mm/min (0.16mm/rev) アクアドリル底刃付き3フルートφ8.0、切削速度60m/min、送り速度 440mm/min (0.18mm/rev)
| http://nachi-tool.jp/blog/index.php?e=151 |
| ドリル::アクアドリル | 2012年05月02日 06:10 PM | |
|
シリーズ寸法拡大して、ますます用途が拡大した刃先交換式ドリルNWDX型の切削性能をカタログから抜粋してみます。
NWDX型は、外周刃と中心刃の切削バランスのよいチップ配置をしています。  下図は、NWDX型と相当仕様の他社品の切削抵抗を比較したグラフです。縦軸が切削抵抗、横軸が加工時間です。X軸,Y軸,Z軸の3方向の切削抵抗を重ねてます。 平面深穴加工のNWDX型は安定した波形であり、刃先交換式ドリルの苦手な深い穴加工でも切りくず排出性が良好であることがわかります。 傾斜面加工でも、食付き時の振動がややみられるものの問題なく加工ができています。 半割り加工は一般的なソリッドタイプのドリルでは不可能です。刃先交換式ドリルならではの特長です。NWDX型は他社品に比べて振動が小さくなっています。 このように、NWDX型は安定した穴あけ加工を可能にしたため、剛性の低い加工状況においても安心してご使用いただけます。 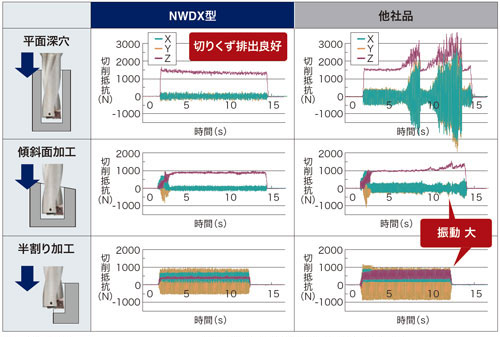 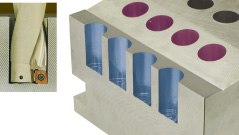 ドリル径:20mm ドリル径:20mm切削速度:150m/min 送り速度:平面深穴加工288mm/min / 傾斜面、半割り加工120mm/min 穴あけ深さ:平面深穴加工50mm、傾斜面加工 30mm、半割り加工25mm 被削材:S50C 切削油剤:水溶性切削油剤 使用機械:BT40
| http://nachi-tool.jp/blog/index.php?e=89 |
| ドリル::アクアドリル | 2010年05月14日 08:38 AM | |
 刃先交換式 アクアドリルNWDX型のシリーズ寸法拡充につき、カタログを全面改訂しました。 刃先交換式 アクアドリルNWDX型のシリーズ寸法拡充につき、カタログを全面改訂しました。従来の穴加工深さ2D,3D,4Dタイプのそれぞれが、ドリル径を13mmから55mmまで寸法拡大により、用途がさらに広がります。 アクアドリルNWDX型はバランス設計で安定加工。従来の刃先交換式ドリルにはみられない高精度穴加工を実現しました。 チップの種類も豊富に揃え、仕様に合わせて選定いただけます。ぜひ、ご利用アイテムに加えてください。 カタログpdf(8頁 8749KB)
| http://nachi-tool.jp/blog/index.php?e=86 |
| ドリル::アクアドリル | 2010年04月19日 09:00 AM | |
|
大径穴の高能率加工をカバーするのが刃先交換式ドリルのアクアドリルNWDX型です。
切削バランスのよいチップ配置で安定した穴加工ができると好評いただいていますが、近日、そのNWDX型に寸法サイズ拡大を予定しています。直径18.5~36.0mmを小径側と大径側の寸法拡大となります。 詳細が決まればお知らせします。 穴加工をスルーでサポートするNACHIのラインナップにご期待ください。 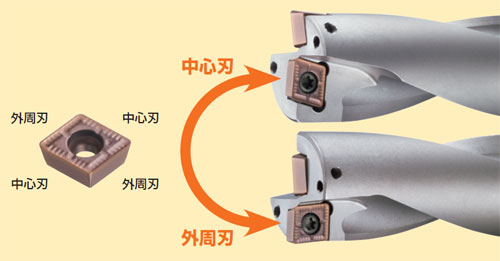 カタログ「アクアドリルNWDX型」は ここをクリック
| http://nachi-tool.jp/blog/index.php?e=84 |
| ドリル::アクアドリル | 2010年03月19日 03:28 PM | |
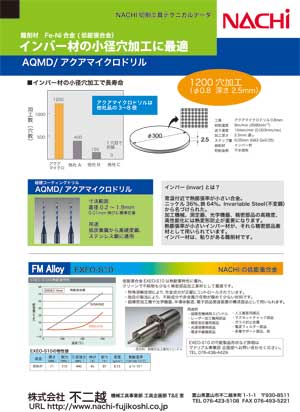 アクアマイクロドリルによるインバー材の小径穴加工事例を紹介します。 アクアマイクロドリルによるインバー材の小径穴加工事例を紹介します。精密部品、精密加工部品などに熱変形が小さいインバー材(低膨張合金)が高精度、高性能を満たすための部品素材として使われています。しかし、インバー材はニッケルが36%含まれているため、機械加工の難しい材料でもあります。 NACHIのアクアマイクロドリルによる小径穴加工の事例を紹介します。また、同じくNACHIの低膨張合金EXEO-S10もあわせて紹介します。 アクアマイクロドリル寸法・仕様の詳細はカタログ「アクアドリルシリーズ」を参照 低膨張合金 EXEO-S10の仕様詳細はこちら
| http://nachi-tool.jp/blog/index.php?e=45 |
| ドリル::アクアドリル | 2009年07月21日 01:52 PM | |