








|
最新記事
|
|
ステンレス鋼の深穴加工には、内部給油のアクアドリルEXオイルホールなどの超硬オイルホールドリルをおすすめしますが、加工ロットが少ない、内部給油設備を使用できない、などからハイスロングドリルを選定される場合もあります。
今回は、ハイスドリルの選定、加工事例などを紹介します。 AGパワーロングドリル 析出硬化型ステンレス鋼SUS630について取り上げます。 SUS630は、穴加工などの機械加工を析出硬化前に行われます。 ところが、硬化処理前であっても30~35HRCぐらいの硬さがあるため、深穴加工では難易なステンレス鋼代表格のSUS304とは同じステンレス鋼であってもちょっと状況が違ってきます。 ステンレス鋼の深穴加工用としてハイスロングドリルの場合は、GLSD Gロングドリルをおすすめしておりますが、SUS630のように硬さが高い場合には、例外としてAGPLSD AGパワーロングドリルの方が良いようです。 AGPLSDのドリルはGLSDに比べて剛性が高くなっています。 AGパワーロングドリルによる深穴加工の事例を紹介します。 直径5.4mm 深さ100mm(18.5 L/D) 被削材SUS630です。 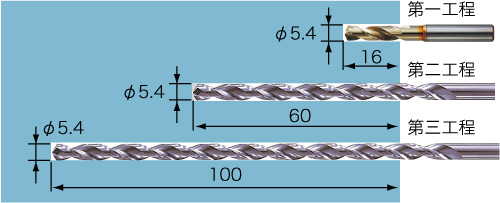 3種類のドリルで3工程に分けて加工をしました。   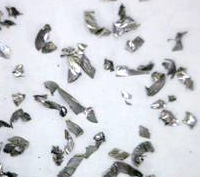 7穴加工してみました。 上記の画像は7穴加工後の第三工程の刃先と切りくずの様子です。 切削条件は以下の通りです。 第一工程 SG-ESSドリル SGESS5.4(φ5.4×28×72) 切削速度15m/min 送り量0.108mm/rev ノンステップ 第二工程 AGパワーロングドリル AGPLSD5.4×139(φ5.4×91×139) 切削速度10m/min 送り量0.054mm/revステップ送りQ=2mm 第三工程 AGパワーロングドリル AGPLSD5.4×206(φ5.4×140×206) 切削速度10m/min 送り量0.034mm/revステップ送りQ=2mm すべて水溶性切削油剤使用 刃先は口元直前で止めることをおすすめします。 被削材の説明については記事の続きへ 続き▽
| http://nachi-tool.jp/blog/index.php?e=146 |
| ドリル::AGドリル | 2012年02月28日 02:51 PM | |
|
ハイスコーティングドリル AG-ESドリルによるS50Cの加工切りくずをご紹介します。
AGES6.0 ドリル直径:6mm 切削速度:50m/min 送り速度:480mm/min(0.18mm/rev) 3%直径比 穴あけ深さ:18mm通し 水溶性切削油剤 被削材:S50C  均一で短かく良好な切りくず 均一で短かく良好な切りくず長い切りくずは、食い付き時、抜け際時に発生したもの 細い切りくずは、中心チゼル付近から発生した切りくずと思われる。 AG-ESドリルの詳細は
| http://nachi-tool.jp/blog/index.php?e=124 |
| ドリル::AGドリル | 2011年06月27日 02:32 PM | |
|
抜群な位置決め精度のAGスターティングドリルは面取りからV溝加工まで可能なマルチなドリルです。
V溝加工の事例を紹介します。 左下画像は加工シーンです。動画をお見せできないのが残念です。 右下画像は加工端面です。 AGスターティングドリルにはチゼルを付けて、V溝加工などに耐えられるように刃先を強くしています。 そのため、直径の0.12~0.15倍ほどのフラット部が残ります。  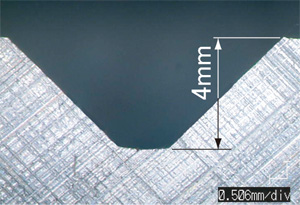 使用工具:AGスターティングドリル AGSTD12.0-90(直径12.0mm 面取角90°) 切削条件 切削速度1300min-1 送り速度140mm/min 被削材:S50C 溝深さ:4mm 水溶性切削油剤
| http://nachi-tool.jp/blog/index.php?e=88 |
| ドリル::AGドリル | 2010年05月11日 02:21 PM | |
|
AGスターティングドリルの加工サンプルを入手しました。
「1本で便利なツール」をご確認ください。 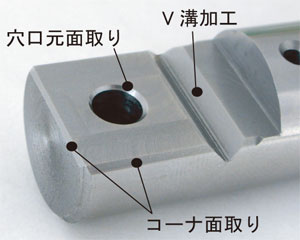 穴の口元面取りやコーナ面取り、V溝部をAGスターティングドリル1本で加工しています。 穴の口元面取りやコーナ面取り、V溝部をAGスターティングドリル1本で加工しています。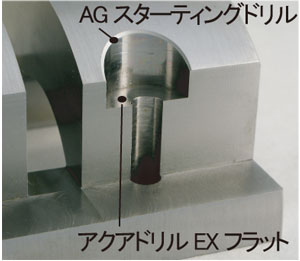 曲面の座ぐり加工とその面取り加工ワークです。 曲面の座ぐり加工とその面取り加工ワークです。座ぐり加工はアクアドリルEXフラットを使用しています。 その曲面の面取りをAGスターティングドリルで加工しています。
| http://nachi-tool.jp/blog/index.php?e=73 |
| ドリル::AGドリル | 2010年01月11日 12:45 PM | |
|
高合金ハイスとAGコーティングがベストマッチしたAG-ESSドリルは、超硬ドリル並の切削条件に迫る加工性能を示すドリルとして好評をいただいております。
超硬ドリルで通し穴あけを行うと抜け側のバリが大きくなることがあります。 切れ味のよいハイスドリルならではの特性を生かしたAG-ESSドリルでは、バリを小さく抑えることができます。 超硬ドリルとの加工比較をまとめてみましたのでご参照ください。  カタログpdf(1.4MB) カタログpdf(1.4MB)
| http://nachi-tool.jp/blog/index.php?e=60 |
| ドリル::AGドリル | 2009年12月11日 09:08 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=56 |
| ドリル::AGドリル | 2009年11月20日 03:38 PM | |

|
| http://nachi-tool.jp/blog/index.php?e=26 |
| ドリル::AGドリル | 2009年01月22日 12:11 PM | |