








|
最新記事
|
  不等分割、不等リードを採用しているGSX MILL VLシリーズは、高能率加工においてびびり振動を抑制し、加工面品位の向上が可能です。また、チタン合金などに最適なTi・SUS用と炭素鋼・合金鋼などに最適な鋼用とに分けてシリーズ化し、幅広い被削材の加工に対応しています。 GSX MILL VL スロットの発売により、ポケット加工などに求められる。穴あけから溝の連続加工の機能に、VLシリーズの特長である高能率高品位加工を可能となり、エンドミル加工の用途をさらに拡大しています。 1D厚の鋼の穴から溝への連続加工において、溝加工面の比較を加工事例に示します。 加工事例を参照ください。 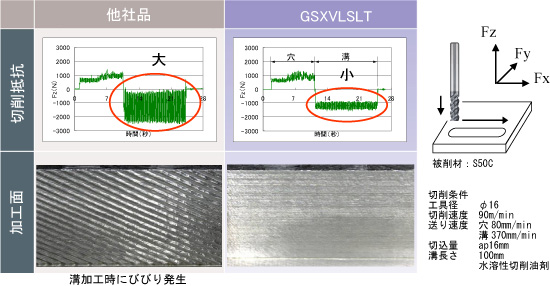 寸法詳細カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=195 |
| エンドミル::GSX MILL | 2014年07月04日 10:17 AM | |
|
多刃、ロングシャンクの鋼用、Ti・SUS用のそれぞれにラジアスタイプを追加発売しました。
びびり振動を抑制する不等分割、不等リードエンドミルGSX MILL VLは、被削材に応じて、鋼用とTi・SUS用の2種類のタイプがあります。また、レギュラ刃長の2.5Dタイプ、ロング刃長の4Dタイプ、高品位仕上げ用の多刃、立ち壁用のロングシャンクタイプ。今回の4品種追加により、それらすべてにおいてラジアスタイプをラインナップすることになりました。  GSX MILL VL 多刃ラジアス Ti・SUS用による加工事例を紹介します。 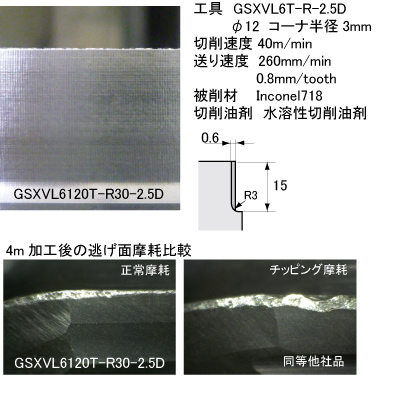 インコネル718、エンドミル外径12mm ap15mm、ae0.6mm インコネル718、エンドミル外径12mm ap15mm、ae0.6mmびびり振動によるチッピングの低減により良好な加工面が得られています。 GSX MILL VLシリーズは、異なる被削特性に対して、鋼用とTi・SUS用の2種類をラインナップしています。耐熱合金のインコネルにはTi・SUS用が最適です。 GSX MILL VLカタログ
| http://nachi-tool.jp/blog/index.php?e=187 |
| エンドミル::GSX MILL | 2013年08月23日 01:29 PM | |
|
急激に切削抵抗が増大する隅部の加工では、びびり振動が発生し、加工面が悪くなることがあります。
また、びびりを回避するために加工能率を下げる必要がありました。 不等分割、不等リードでびびりを抑制するGSX MILL VL多刃は高い加工能率で高品位な加工面を可能にします。 Ti・SUS用によるステンレス鋼の加工事例を参照ください。 外径12mmで切り込み深さ30mm、R6の隅部を残す加工事例です。 
| http://nachi-tool.jp/blog/index.php?e=180 |
| エンドミル::GSX MILL | 2013年03月20日 08:39 AM | |
|
深い面の加工にロング刃長のエンドミルを使用すると過大な切削抵抗によりビビリが発生して、加工不可能になることがあります。そのような場合にショート刃長のロングシャンクタイプのエンドミルを使い、数パスで掘り下げて加工していきます。
ところで、従来のロングシャンクエンドミルでは、粗加工や隅部が残る加工ではビビリが残ってしまい、切り込み量を高くすることはできませんでした。 ビビリ振動を抑制するGSX MILL VLロングシャンクは、切り込み量を高めても、ポケット加工のような隅R部が残る加工でも高能率加工ができます。 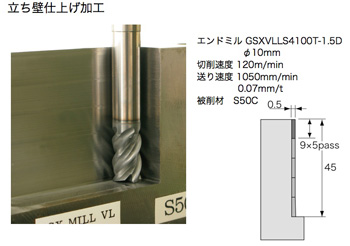 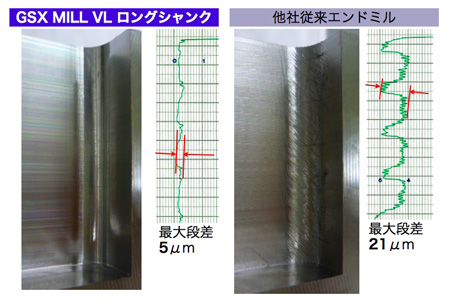 カタログはこちらから GSX MILL 関連記事はこちらから
| http://nachi-tool.jp/blog/index.php?e=179 |
| エンドミル::GSX MILL | 2013年01月30日 09:45 AM | |
|
不等分割・不等リードの採用によりびびりを抑制し、安定した高能率加工を実現するGSX MILL VLに6枚刃の多刃を発売しました。
超高速加工による高精度な加工を可能にする仕上げ用に最適なエンドミルです。 また、従来のVLシリーズと同様に、鋼用とTi・SUS用の2つのシリーズで生材からチタン合金、耐熱合金までの幅広い被削材に最適なシリーズを選択していただけます。   薄板の波加工による加工面を比較した事例を紹介します。 隅コーナ部が多い波加工では、指令切り込み量に対して、実切り込み量が加工位置によって大きく変動することがあり、びびり振動を誘発させることがあり、仕上げ加工では、切り込み量、送り速度を低く抑える必要がありました。 GSX MILL 多刃による高速加工の加工面を比較ください。 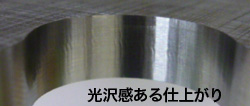 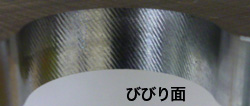 GSXVL6100-2.5D 他社品(従来6枚刃) 工具 φ10 切削速度:317m/min 送り速度: 6000mm/min 切り込み量:ap 6mm ae 0.5mm 被削材:S50C 切削油剤:水溶性切削油剤
| http://nachi-tool.jp/blog/index.php?e=160 |
| エンドミル::GSX MILL | 2012年09月02日 09:36 PM | |
|
不等分割・不等リードエンドミルのGSX MILL VLの制振機能の特長を活かした2種類のモデルを発売しました。
立ち壁加工に最適な「ロングシャンク」、加工面精度を極めた「多刃」。 それぞれに鋼用とTi・SUS用を揃え、汎用エンドミルでは達成できない高精度・高能率の用途がさらに拡がります。 GSXVLLS4-1.5D / GSX MILL VL ロングシャンク GSXVL6-2.5D / GSX MILL VL 多刃  GSX MILL VLには、チタン合金やステンレス鋼、耐熱合金に最適なTi・SUS用と、炭素鋼、合金鋼、ダイス鋼などに最適な鋼用を用途に分けてシリーズ化しています。それぞれのシリーズに2.5D用、4D用、ラジアス2.5D用、ラジアス4D用揃えて、今回の2タイプ追加で6タイプ12種類のラインナップとなります。 深い位置や立ち壁を想定した長い突き出し長さの側面加工で性能差を比較してみました。 突き出し長さに対して大きな切り込み量ですが、 GSXVLロングシャンクの制振機能を十分に活かした加工性能をご覧いただけます。 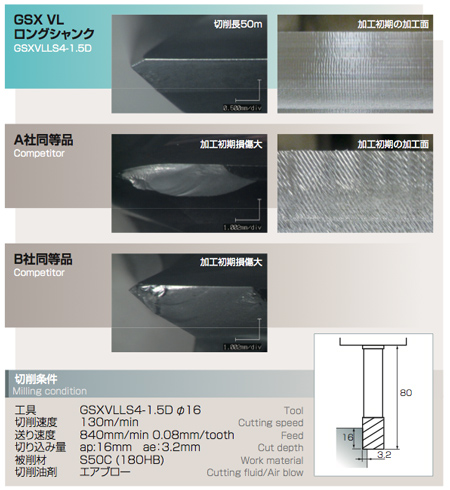 カタログはこちらから
| http://nachi-tool.jp/blog/index.php?e=157 |
| エンドミル::GSX MILL | 2012年08月01日 08:24 AM | |
|
びびり振動を抑制する不等分割、不等リードエンドミルGSX MILL VLは、 被削材に応じて、鋼用とTi・SUS用の2種類のタイプがあります。 加工材料によって微妙に異なる被削特性をもっているために、 工具材料を含めた工具設計仕様の最適な狙い値も違ってきます。 GSX MILL VL の鋼用でSKD61(53HRC)の高硬度材を、 Ti・SUS用でステンレス鋼SUS304を他社の相当エンドミルで加工比較をしました。 SKD61では側面加工を切削長30mまで、SUS304は側面加工を切削長140mまで加工した摩耗比較です。 下図は、刃先摩耗の状態と切削条件です。 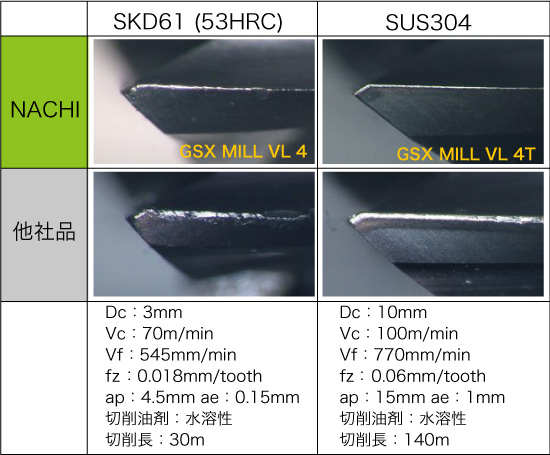 GSX MILL VLのカタログ
| http://nachi-tool.jp/blog/index.php?e=149 |
| エンドミル::GSX MILL | 2012年03月28日 02:14 PM | |