








|
最新記事
|
|
ステンレス鋼の深穴加工には、内部給油のアクアドリルEXオイルホールなどの超硬オイルホールドリルをおすすめしますが、加工ロットが少ない、内部給油設備を使用できない、などからハイスロングドリルを選定される場合もあります。
今回は、ハイスドリルの選定、加工事例などを紹介します。 AGパワーロングドリル 析出硬化型ステンレス鋼SUS630について取り上げます。 SUS630は、穴加工などの機械加工を析出硬化前に行われます。 ところが、硬化処理前であっても30~35HRCぐらいの硬さがあるため、深穴加工では難易なステンレス鋼代表格のSUS304とは同じステンレス鋼であってもちょっと状況が違ってきます。 ステンレス鋼の深穴加工用としてハイスロングドリルの場合は、GLSD Gロングドリルをおすすめしておりますが、SUS630のように硬さが高い場合には、例外としてAGPLSD AGパワーロングドリルの方が良いようです。 AGPLSDのドリルはGLSDに比べて剛性が高くなっています。 AGパワーロングドリルによる深穴加工の事例を紹介します。 直径5.4mm 深さ100mm(18.5 L/D) 被削材SUS630です。 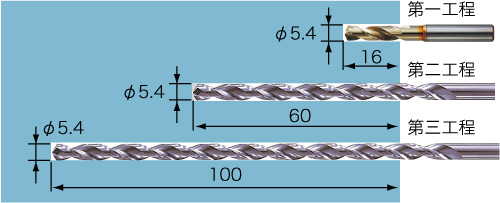 3種類のドリルで3工程に分けて加工をしました。   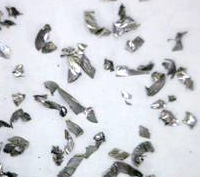 7穴加工してみました。 上記の画像は7穴加工後の第三工程の刃先と切りくずの様子です。 切削条件は以下の通りです。 第一工程 SG-ESSドリル SGESS5.4(φ5.4×28×72) 切削速度15m/min 送り量0.108mm/rev ノンステップ 第二工程 AGパワーロングドリル AGPLSD5.4×139(φ5.4×91×139) 切削速度10m/min 送り量0.054mm/revステップ送りQ=2mm 第三工程 AGパワーロングドリル AGPLSD5.4×206(φ5.4×140×206) 切削速度10m/min 送り量0.034mm/revステップ送りQ=2mm すべて水溶性切削油剤使用 刃先は口元直前で止めることをおすすめします。 被削材の説明については記事の続きへ 析出硬化とは、固溶化処理と時効処理呼ばれる処理によって、含まれている合金成分を析出することで硬くするものです。 一般的な焼入れのような熱処理に比べて低温で処理されるために、熱処理変形、寸法変化、表面変質層などが少ない特長があります。 SUS630は、耐食性が強く求められ、硬さと靭性を必要とする海洋ポンプなどのシャフト類、タービンエンジン部品、医療器工具などに使われます。 当社では析出硬化と同じような材料・熱処理技術を応用して各種材料の商品化をしています。 固溶化処理と時効処理によって高強度、高靭性が得られる超強靭鋼「EXEO-M21」を扱っています。 一般的にマルエージング鋼と呼ばれているもので、航空・宇宙分野の構造材として開発された特殊鋼です。 EXEO-M21は切欠強さに優れ、クリーンで不純物も少なく、熱間、冷間での加工性に優れ、溶接性も優れています。 500℃前後の時効処理で、高い強度(2000MPa)、高靭性が得られます。 また、ニッケル系合金では、電池電装部品などに使用される耐食材の「EXEO-N201」(純ニッケル201相当材)、宇宙光学精密部品などに使用される低膨張合金「EXEO-S10」(スーパーインバー相当材)、ジェットエンジン部品などに使用される耐熱合金(「EXEO-N80A」、「EXEO-N718」、「EXEO-N600」)なども扱っています。
| http://nachi-tool.jp/blog/index.php?e=146 |
| ドリル::AGドリル | 2012年02月28日 02:51 PM | |