








|
最新記事
|
|
加工が可能であるからと、使いすぎてしまうと大きな摩耗の進行により、再研削時に除去する損傷部が大きくなって、再研削回数を減らしてしまうことがあります。
再研削寿命を考慮した適切な使用が、トータルコストの改善につながることがあります。 超硬コーティングドリルの加工事例です。 ドリル径8.0mm 穴あけ深さ24mm 被削材S50C 4000穴加工時と3000穴加工時のドリル摩耗を比較してみます。 4000穴がほぼ工具寿命とみられます。 ところで、再研削を行う場合には、ここまで使ってしまうと再研削除去量は、この事例では6mmとなり、再研削前に損傷部の切断作業が必要になりました。再研削費が高くなる上に、再研削回数も激減することになります 3000穴加工までは正常な摩耗状態です。この時点で再研削を行うと、除去量が1mm程度で済み、多くの再研削回数を得ることができます。 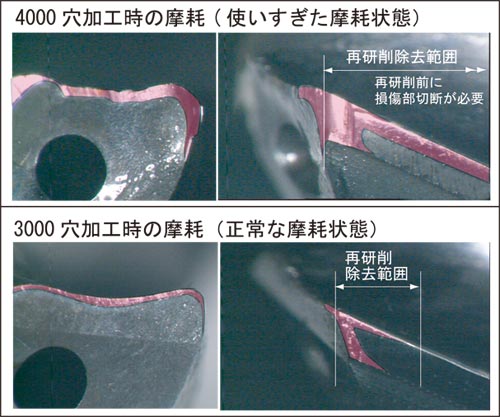 再研削寿命を見極める適切な使用管理と新品性能が維持できるメーカ仕様の再研削・再コートでによって、工具を使い切ることがコスト削減につながります。 再研削・再コートについては こちらから
| http://nachi-tool.jp/blog/index.php?e=119 |
| ドリル::その他 | 2011年05月28日 09:00 AM | |