








|
最新記事
|
|
ドリル加工前に、位置決め精度を確保したり、穴拡大を抑えたり、ドリルの食いつき性をよくするためにセンタリングを施します。タップ加工のための面取りとセンタリングを兼ねて施すこともあります。
一般的に、ドリルの先端角に対してセンタリングの面取角は同じか大きくするようにするといわれます。同じ意味で、前述のタップ加工用の面取りを兼ねたセンタリングはドリル加工にとって好ましくないとしておすすめしておりません。 使用される機械、ホルダー、加工材料の形状や表面性状などいろいろな要因によって、面取角やセンタリングの大きさの影響を受ける場合もあり、受けない場合もあります。 なんらかの不具合を想定して、センタリングを意図的に大きく偏芯させてドリリングした場合に、穴精度にどのような影響があるのか実験してみましたので紹介します。 ドリル先端角135°に対してセンタリングの面取角を90°、140°。センタリング径がドリル径よりも大きい場合と小さい場合。0.5mmni芯ずれさせてセンタリング加してみました。 結果は、穴の芯ずれ量、穴拡大量ともに90°が大きく、140°はどちらも良好。 センタリング径を小さくすることで、90°でも穴拡大量はおさえられる結果となりました。面取角をドリル先端角と同等又は大きくできない場合には、センタリング径を小さくすることで、ドリル加工の不安定要因を少し取り除けられるようです。 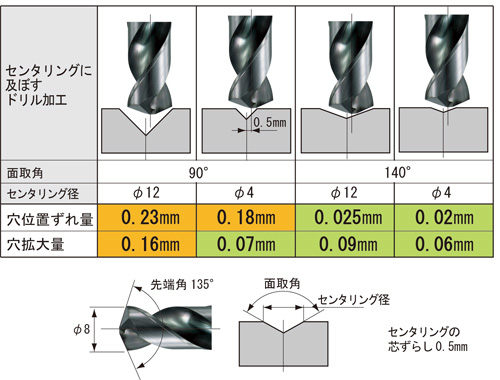 センタリングには、当社のAGスターティングドリルをおすすめします。 140°を含め、4S種類の面取角をラインアップしております。 AGスターティングドリルのカタログはここ AGスターティングドリルの加工事例はここ
| http://nachi-tool.jp/blog/index.php?e=132 |
| ドリル::その他 | 2011年09月27日 03:42 PM | |