








|
最新記事
|
 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。チタン合金(Ti6Al4V)薄肉立ち壁の削り出しを想定したワークサンプルです。 エンドミル径10mm ポケット内側と外側はそれぞれ粗加工後に仕上げ加工を実施。 切削条件、切り込み量はすべて同一です。 加工面を比較ください。GSX MILL VLは非常に良好な加工面に仕上がっております。 従来のコーティング超硬エンドミルはびびり面以外にも、大きなバリが発生しております。 薄肉の厚みが、従来のコーティング超硬エンドミルの方は厚く、指令値に対して除去量が少ないようです。 実演では、粗加工のコーナー部における切削音も比較していただいておりました。 GSX MILL VLのカタログはこちら 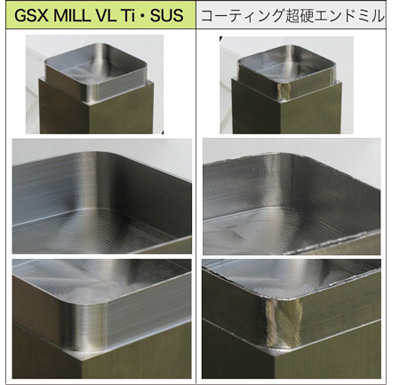 使用工具:GSX MILL VL Ti・SUS φ10 / 被削材:Ti6Al4V 水溶性切削油剤 BT50 ポケット内側 粗加工 切削速度90m/min 送り速度 0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.7mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.1mm ポケット外側 粗加工 切削速度90m/min 送り速度 0.06mm/t切り込み量 ap10mm ae0.5mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t切り込み量 ap10mm ae0.1mm
| http://nachi-tool.jp/blog/index.php?e=136 |
| エンドミル::GSX MILL | 2011年10月25日 03:31 PM | |