








|
最新記事
|
 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。バリの発生状況を高速度カメラによる映像と実切削で体感していただきました。 通り穴加工の場合には、抜け際の加工面に切削熱が集中し、切削応力(スラスト荷重)によって塑性変形を起こしやすい状況になり、抜け際のバリ発生を抑えることは非常に難しいことでした。 特に細くて長いパイプの穴加工の場合、バリ取り作業に多大な工数をかけることになります。 アクアドリルEXフラットは加工能率を下げないで、バリ発生を小さく抑えることができます。以下、その実演で加工したワークのバリを比較紹介します。 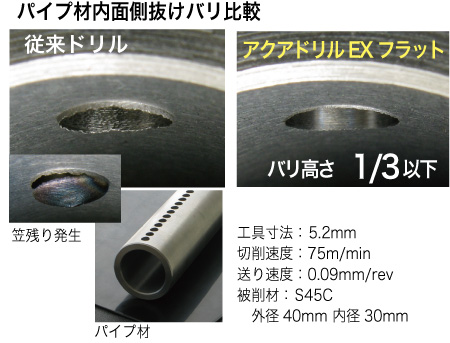 従来ドリルでバリ最大高さ0.4mmに対して、アクアドリルEXフラットは0.13mmの1/3の大きさでした。また、従来ドリルでは、陣笠残りが多く発生しており、その除去も必要でした。 アクアドリルEXフラットはバリ対策用ドリルとしても効果的です。 アクアドリルEXフラットのカタログはここをクリック アクアドリルEXフラットの関連記事はここをクリック
| http://nachi-tool.jp/blog/index.php?e=139 |
| ドリル::アクアドリルEXフラット | 2011年11月29日 09:34 AM | |