








|
最新記事
|
|
耐熱合金のインコネル718の穴加工の事例です。
送り速度を一定にして、切削速度と回転当たりの送り量を変えてみました。 切削速度45m/min、送り量0.05mm/revの高速低送りと 切削速度30m/min、送り量0.075mm/revの低速高送りです。 テスト結果は、高速低送りが60穴目で機械出力が高くなり寿命と判断。 低速高送りは150穴の加工で中止。まだまだ加工できそうでした。 切削条件によって切りくず形態の異なることに注目してください。 送り量0.05mm/revでは、蛇腹状の長い切りくずが、加工初期から発生していま。 ドリルからみれば、蛇腹状の切りくずはびびり振動誘発の恐れがあるうえに、 切りくず処理も厄介であり、好ましくありません。 送り量0.075mm/revでは、カールした短い切りくずがでています。 送り量をちょっと変えるだけで、好ましい方に転換しています。 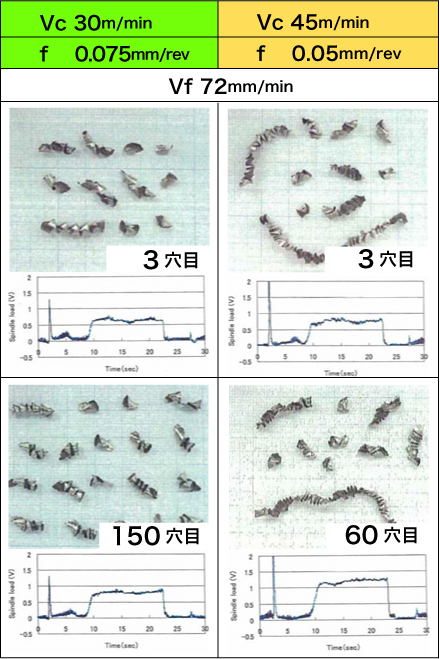 AQDEXOH/アクアドリルEXオイルホール3D AQDEXOH/アクアドリルEXオイルホール3Dのカタログ アクアドリルEXの関連記事
| http://nachi-tool.jp/blog/index.php?e=148 |
| ドリル::アクアドリルEX | 2012年03月28日 01:45 PM | |