








|
最新記事
|
|
切削速度と送り量をパラメータに、寿命データを多変量解析により寿命実験式を求めることができます。
そのデータをもとに地図の等高線のような等寿命線図を作り、ドリル性能評価に使用することがありますので少し紹介します。 実際の工具寿命の要因として、被削材の形状、工作機械、切削油剤の種類等等、があり、寿命データの普遍化は難しくなりますが、寿命の要因を可能な限り少なくして、同じロットの材料を違うドリルで比較したり、同じドリルで違う材料を比較することで、ドリルの性能比較や材料の被削特性を推測することができます。また、最適な切削条件を求めることにも使用しています。 ハイスコーティングショートタイプのSG-ESSドリルと標準ハイスストレートドリルをSCM440調質材(310HB)で実験したデータをもとに等寿命線図化した事例を並べて比較して見ます。 SG-ESSドリル 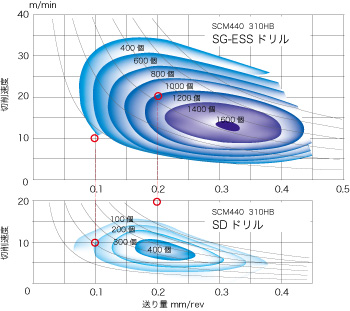 この2つの事例を比較すると、最大寿命は1600個と400個で、SG-ESSドリルが4倍の寿命。そのときの加工能率比は2.4倍。 単純に寿命比と加工能率比をかけたものを性能比とすると9.6倍となります。 SG-ESSドリルの実用的な切削条件(20m/min、0.2mm/rev)で両者を比較すると、1200個と100個以下となり、その差は12倍を超えることが予想されます。 ところが、標準ハイスストレートドリルの実用的な切削条件(10m/min、0.1mm/rev)で比較すると、ほとんど性能差がなくなってしまうことになります。 ドリルにとって適切な切削条件で使用することが大切であることと、低すぎる切削条件で使用しても、期待した性能は得られないことをこの事例は示しています。 SG-ESSドリルの寸法表は 注意1:上記の寿命個数は、ドリルがギー音発生した時点を寿命としています。再研削を考慮する場合には、この5~6割程度とみなすべきです。 注意2:どんなに高い送り量でも振動などの影響を極力受けないような環境で実験しています。そのため、最大寿命条件は高い送り量の位置になる傾向があります。 実用的な切削条件は、最大寿命条件をピークとするならば、緩やかな稜線上をすこし下がった位置にあるようです。例えば、SG-ESSドリルで上記の被削材であれば、20m/min、0.2mm/revぐらいが安定しているようです。
| http://nachi-tool.jp/blog/index.php?e=152 |
| ドリル::SGドリル | 2012年05月30日 03:20 PM | |