








|
最新記事
|
|
深い面の加工にロング刃長のエンドミルを使用すると過大な切削抵抗によりビビリが発生して、加工不可能になることがあります。そのような場合にショート刃長のロングシャンクタイプのエンドミルを使い、数パスで掘り下げて加工していきます。
ところで、従来のロングシャンクエンドミルでは、粗加工や隅部が残る加工ではビビリが残ってしまい、切り込み量を高くすることはできませんでした。 ビビリ振動を抑制するGSX MILL VLロングシャンクは、切り込み量を高めても、ポケット加工のような隅R部が残る加工でも高能率加工ができます。 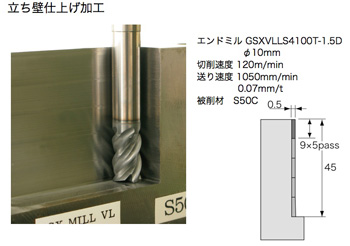 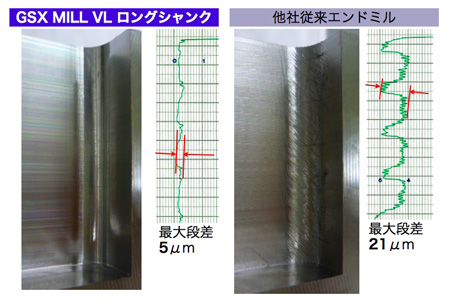 カタログはこちらから GSX MILL 関連記事はこちらから
| http://nachi-tool.jp/blog/index.php?e=179 |
| エンドミル::GSX MILL | 2013年01月30日 09:45 AM | |