








|
最新記事
|
|
すべてのドリルにおいて、もっとも長寿命を確立する切削条件、もっとも穴精度が安定する切削条件など、必ず最適な使用方法があります。
今回、紹介するのは、切削条件によって穴精度が悪くなることを示した例です。 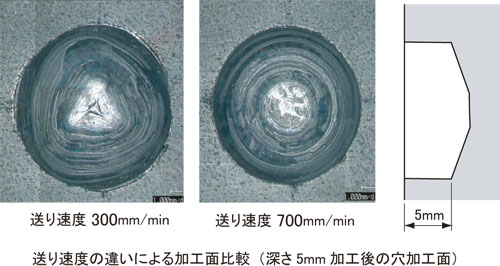 ドリル径10mm、回転数2,800min-1(88m/min)、送り速度700mm/minと300mm/minにて加工した穴tの写真です。ドリルはアクアドリルEXスタブを使用。 どちらも、穴深さ5mmまで加工し、穴の口元から穴の底面を覗いたものです。 送り速度300mm/minの写真中央部に三角形がみられます。ドリル中心のチゼルがゆがみながら振れ回っている様子がみられます。これを歩行現象(ウォーキング現象)といいます。食い付き時に三角形や五角形など多角形跡が残ったり、ビビリ面をみることがありますが、穴加工が進んでも、歩行現象は収まらないで振れ回りながら加工が進んでいることがこの写真からわかります。これでは穴精度の悪化はもちろん、ドリル寿命の低下を招く結果に伴います。 よく、「加工した穴がラッパ状に入口側が大きくなった」とか、「ドリル径よりも穴が大きく拡大した」といった経験がないでしょうか。まさにそれらの現象を引き起こしている痕跡なのです。 送り速度700mm/minの写真の中央部は円形になっています。良好な送り速度にて加工していることがわかります。 送り速度300mm/minは回転数に対して送り速度が低すぎたようです。 ドリルには、目的に応じて最適な切削条件があります。このような加工面からでも適正切削条件をチェックすることができます。
| http://nachi-tool.jp/blog/index.php?e=98 |
| ドリル::アクアドリルEX | 2010年09月03日 09:01 AM | |