








 |
|
最新記事
|
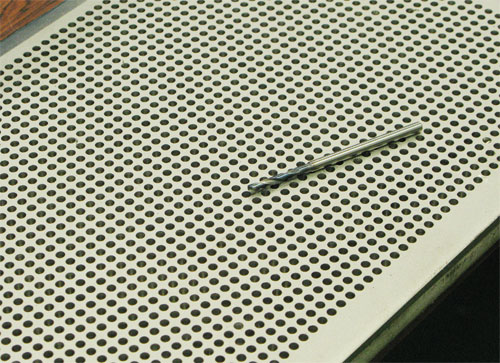 アクアドリルEXオイルホールドリルによる耐熱性の高いステンレス鋼SUS310Sの高速穴加工のテストを行いました。 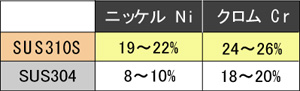 SUS310Sはステンレス鋼の中でも、もっとも耐熱性、耐食性に優れた材料です。 SUS310Sはステンレス鋼の中でも、もっとも耐熱性、耐食性に優れた材料です。含有合金元素のニッケルが20%、クロームは25%も含まれ、ハステロイ、インコネルなどのニッケル合金に迫る耐熱性をもっている材料です。 結果 1.1秒のサイクルタイムで 4000穴(加工長40m)を加工しました。 ドリル刃先は正常摩耗状態で、まだまだ続行可能 画像は、加工ワークの一部と使用ドリル、切りくずです。 分断された切りくずが生成されています。  使用ドリル:AQDEXOH3D 使用ドリル:AQDEXOH3DアクアドリルEXオイルホール3D ドリル径:3.4mm 穴あけ深さ:10mm 止まり 切削速度:60m/min 送り速度: 475mm/min ノンステップで加工 使用機械:主軸BT40 縦型  切削抵抗を低減し安定加工を実現したアクアドリルEX溝形状と耐熱、耐摩耗性を高めたアクアEXコートのアクアドリルEXオイルホールは、熱伝導率が小さいステンレス鋼を高能率で長寿命の穴加工を可能にします。 切削抵抗を低減し安定加工を実現したアクアドリルEX溝形状と耐熱、耐摩耗性を高めたアクアEXコートのアクアドリルEXオイルホールは、熱伝導率が小さいステンレス鋼を高能率で長寿命の穴加工を可能にします。ステンレスの高能率加工にはアクアドリルEXオイルホールドリルをおすすめします。
| http://nachi-tool.jp/blog/index.php?e=93 |
| ドリル::アクアドリルEX | 2010年06月07日 02:47 PM | |
 アクアドリルEXフラットを使用すると加工面がきれいになった、とお客さんから好評を頂いています。 アクアドリルEXフラットを使用すると加工面がきれいになった、とお客さんから好評を頂いています。従来は、ドリル加工後、エンドミルで座ぐり加工を行っていたのですが、ドリル加工時に付いた加工面の送りマークがエンドミル加工でも取りきれないで困っていた。アクアドリルEXフラットを使用することで工程縮減ができ、さらに加工面までが従来に比べて格段にきれいになった、とのお褒めの言葉をいただきました。 傾斜穴でも加工できるアクアドリルEXフラットの利点が加工面ででも発揮されています。
| http://nachi-tool.jp/blog/index.php?e=92 |
| ドリル::アクアドリルEXフラット | 2010年06月03日 09:14 AM | |
|
加工条件、被削材の特殊性などさまざまな困難な条件下で頼りになるドリルが粉末ハイスコーティングのSG-ESSドリルです。 バランスのよい切削性能をもっているため、世界各地でいろいろな用途に使われています。 そんなSE-ESSドリルが、台湾のiPodを生産している会社で超硬ドリルから切り換えて良好であるというニュースが入ってきました。加工ワークはSUS304ステンレス鋼です。 ちょっと不安定な加工条件下では最高のパフォーマンスを発揮するのがSG-ESSです。 ドリルの刃先が欠けやすく穴あけ寿命が不安定である、穴精度がよくない、センタリングを省略したい、加工能率を上げたい、そのような要望の救世主です。 ぜひ、お試しください。 寸法詳細は 技術紹介記事は
| http://nachi-tool.jp/blog/index.php?e=91 |
| ドリル::その他 | 2010年05月26日 10:21 AM | |
|
シリーズ寸法拡大して、ますます用途が拡大した刃先交換式ドリルNWDX型の切削性能をカタログから抜粋してみます。
NWDX型は、外周刃と中心刃の切削バランスのよいチップ配置をしています。  下図は、NWDX型と相当仕様の他社品の切削抵抗を比較したグラフです。縦軸が切削抵抗、横軸が加工時間です。X軸,Y軸,Z軸の3方向の切削抵抗を重ねてます。 平面深穴加工のNWDX型は安定した波形であり、刃先交換式ドリルの苦手な深い穴加工でも切りくず排出性が良好であることがわかります。 傾斜面加工でも、食付き時の振動がややみられるものの問題なく加工ができています。 半割り加工は一般的なソリッドタイプのドリルでは不可能です。刃先交換式ドリルならではの特長です。NWDX型は他社品に比べて振動が小さくなっています。 このように、NWDX型は安定した穴あけ加工を可能にしたため、剛性の低い加工状況においても安心してご使用いただけます。 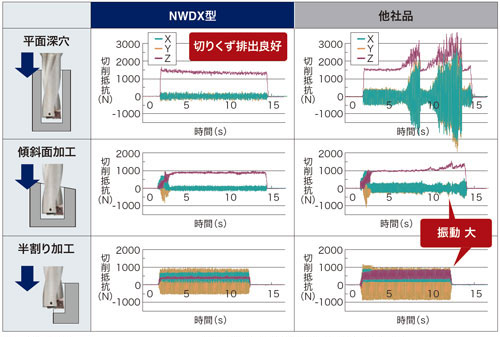 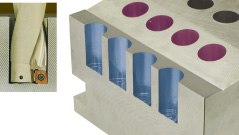 ドリル径:20mm ドリル径:20mm切削速度:150m/min 送り速度:平面深穴加工288mm/min / 傾斜面、半割り加工120mm/min 穴あけ深さ:平面深穴加工50mm、傾斜面加工 30mm、半割り加工25mm 被削材:S50C 切削油剤:水溶性切削油剤 使用機械:BT40
| http://nachi-tool.jp/blog/index.php?e=89 |
| ドリル::アクアドリル | 2010年05月14日 08:38 AM | |
|
抜群な位置決め精度のAGスターティングドリルは面取りからV溝加工まで可能なマルチなドリルです。
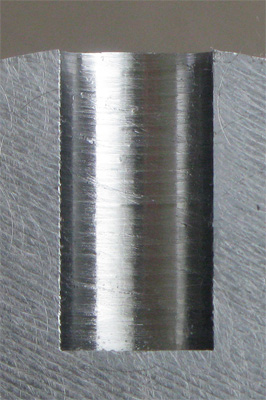
V溝加工の事例を紹介します。 左下画像は加工シーンです。動画をお見せできないのが残念です。 右下画像は加工端面です。 AGスターティングドリルにはチゼルを付けて、V溝加工などに耐えられるように刃先を強くしています。 そのため、直径の0.12~0.15倍ほどのフラット部が残ります。  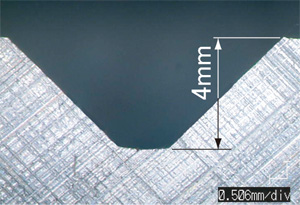 使用工具:AGスターティングドリル AGSTD12.0-90(直径12.0mm 面取角90°) 切削条件 切削速度1300min-1 送り速度140mm/min 被削材:S50C 溝深さ:4mm 水溶性切削油剤
| http://nachi-tool.jp/blog/index.php?e=88 |
| ドリル::AGドリル | 2010年05月11日 02:21 PM | |
 超硬座ぐり用ドリル アクアドリルEXフラットの寸法追加に合わせて、単独のカタログを制作しました。 超硬座ぐり用ドリル アクアドリルEXフラットの寸法追加に合わせて、単独のカタログを制作しました。6寸法を追加し、45寸法のラインナップとなります。 AQDEXZ(アクアドリルEXフラット)は180°フラットな座ぐり用ドリルです。傾斜面でも穴あけ性能が高められるドリルです。穴加工の前加工やタップ下穴加工にぜひお試しください。 画像をクリックしてください。PDFファイルをダウンロードできます。
| http://nachi-tool.jp/blog/index.php?e=87 |
| ドリル::アクアドリルEXフラット | 2010年04月23日 11:18 AM | |
 刃先交換式 アクアドリルNWDX型のシリーズ寸法拡充につき、カタログを全面改訂しました。 刃先交換式 アクアドリルNWDX型のシリーズ寸法拡充につき、カタログを全面改訂しました。従来の穴加工深さ2D,3D,4Dタイプのそれぞれが、ドリル径を13mmから55mmまで寸法拡大により、用途がさらに広がります。 アクアドリルNWDX型はバランス設計で安定加工。従来の刃先交換式ドリルにはみられない高精度穴加工を実現しました。 チップの種類も豊富に揃え、仕様に合わせて選定いただけます。ぜひ、ご利用アイテムに加えてください。 カタログpdf(8頁 8749KB)
| http://nachi-tool.jp/blog/index.php?e=86 |
| ドリル::アクアドリル | 2010年04月19日 09:00 AM | |