








 |
|
最新記事
|
|
全般 / ドリル / 選定 / 切削条件 / 不具合 / その他
BE1 アクアドリルEXフラットの溝長は直径の4倍以上ある。どれくらいの深さまで可能か? 穴加工深さは直径の2倍までです。 ステップ加工で3Dまで可能ですが、切りくず処理に注意が必要です。 アクアドリルEXフラットは、ねじれ角が弱いため、一般的なドリルよりも溝の切り上がりの(不完全溝)範囲が長くなっています。不完全溝の範囲は、切りくずの排出性が非常に悪くなります。 AQDEXZ / アクアドリルEXフラットの穴あけ深さはどれくらい?も参考ください。 BE2 傾斜角によって切削条件をどれくらい下げなければならないのか アクアドリルEXフラット傾斜面加工の設定切削条件にて加工事例を紹介しています。平坦面の切削条件を基準とした低減率を目安にしてください。 BE3 半割り加工ができますか 可能です。 平坦面の切削条件を基準として、切削側を70%に、送り速度を20%に下げる必要があります。 「アクアドリルEXフラット傾斜面加工の設定切削条件」を参照ください。 BE4 アクアドリルEXフラットとアクアドリル底刃付き3フルートの使い分けは? アクアドリル底刃付き3フルートは穴位置精度、穴寸法精度が要求される場合で、下穴や鋳抜き穴が施されている場合におすすめします。アクアドリルEXフラットは座ぐり穴、傾斜面の穴、タップ下穴におすすめです。 BE5 アクアドリルEXフラットで穴が拡大した。 アクアドリルEXフラットは先端角が180°であるために、自己求心性はありません。 設備、加工条件等において、回転中のドリルが振れ回りやすいと、食い付き時にその振れをドリルが拾ってしまうことがあります。食い付き時からドリル刃先がガイドされるまでインチングすることで加工が安定することがあります。詳しくはこちらへ BE6 アクアドリルEXフラットでステンレス鋼(SUS304)の加工はできませんか おすすめしません。 BE7 なぜ穴加工をスムーズに行えるのですか?先端がフラットでは、コーナ部の強度が弱くなりませんか? 開発設計に当たって、穴あけ性能を下げないで切れ味と刃物強度のバランスを徹底的に吟味しました。座ぐりカッタは存在しますが、完全フラットなドリルは存在していませんでした。NACHIはドリルに拘っています。 BE8 通常の穴加工もアクアドリルEXフラットの1本で済ませることができますか 刃先強度を保持するためと180°フラットにするためにドリルのねじれ角を弱くしています。ねじれ角を弱くすると切りくずのリフト作用(ドリル溝を通じて切りくずを排出させる能力)は小さくなります。一般的な穴加工ならば、アクアドリルEXスタブに敵いません。 BE9 円筒の通し穴加工において、内側のばり処理に困っています。アクアドリルEXフラットは有効ですか ばりを小さく抑えることが可能です。入口傾斜面の加工と同様に、出口側の傾斜面もアクアドリルEXフラットの性能を十分に発揮します。 アクアドリルEXフラットのバリ対策の出口側45°傾斜面をご覧ください。 アクアドリルEXフラット加工事例 3も参照ください。 全般 / ドリル / 選定 / 切削条件 / 不具合 / その他
| http://nachi-tool.jp/blog/index.php?e=137 |
| よくあるお問い合わせQ&A | 2010年11月07日 02:13 PM | |
|
2010年10月28日から 東京ビックサイトにてJIMTOF2010第25回東京国際工作機械見本市が開催されています。
会期は11月2日までですが、台風接近する30日(土曜日)の人出が気になります。 会場の模様を速報します。  今回で3回目の住友電工と共同出展。工具エリアでは最大のブース  実切削による加工提案としてマシニングセンターをブース中央に配し、実切削を交えながらの加工提案をプレゼン
| http://nachi-tool.jp/blog/index.php?e=101 |
| 展示会・セミナー | 2010年10月30日 06:32 AM | |
 加工時のびびり振動を抑制し、高切り込み・高送り性能を飛躍的に向上させた超硬エンドミルGSX MILL VL型を10月21日に発売します。鋼用と難削用それぞれに最適化した2つのシリーズで、目的の加工に応じた最適なエンドミルをお選びいただけます。 加工時のびびり振動を抑制し、高切り込み・高送り性能を飛躍的に向上させた超硬エンドミルGSX MILL VL型を10月21日に発売します。鋼用と難削用それぞれに最適化した2つのシリーズで、目的の加工に応じた最適なエンドミルをお選びいただけます。GSX MILL VL型は不等分割・不等リードを採用しました。びびり振動を抑制します。 加工点をランダム配置にすることでそれぞれの加工点における切削抵抗が集積されないためにびびりが発生しにくくなります。 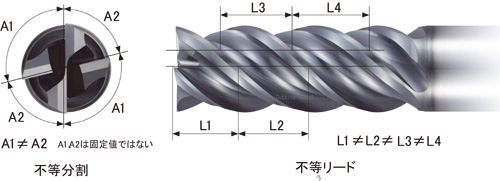 下図は、チタン合金の加工面比較です。 従来エンドミルでは加工面にびびり振動特有の斜線上に凸凹面がみられます。 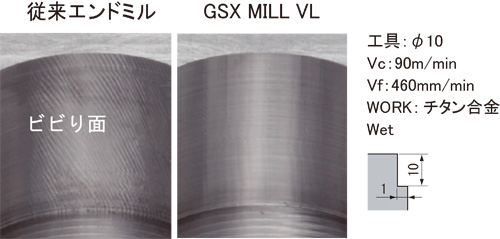 GSX MILL VL型は新GSXⅡコートを採用しました。GSXⅡコートは耐熱性能を大幅に向上しています。 新たな積層構造により、耐摩耗性も向上し、長寿命を実現します。 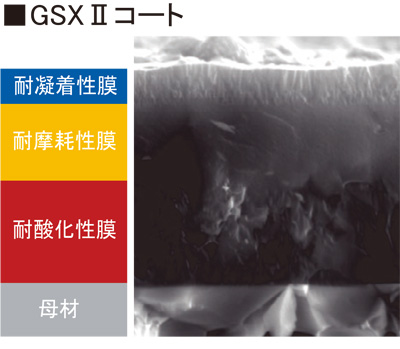 NACHI基準で耐酸化テストをしてみました。GSXⅡコートは圧倒的に他社を凌ぐ耐熱性能がみられます。 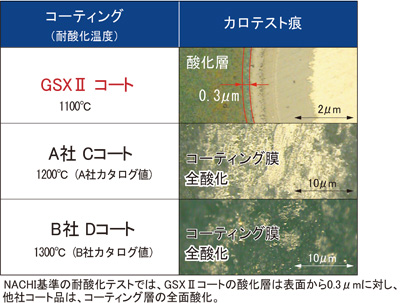
| http://nachi-tool.jp/blog/index.php?e=100 |
| エンドミル::GSX MILL | 2010年10月19日 08:21 PM | |
|
超硬ラフィングエンドミル「GSX MILL ラフィング」を10月21日より発売します。
加工方法やワークの多様化に対応した、汎用性の高い新しい超硬エンドミルとして、今回、機械部品や金型などの溝・側面を高能率に粗加工するGSX MILLラフィングを発売します。 耐欠損性を向上し、溝加工からポケット加工まであらゆる加工で抜群の性能を発揮します。 刃先形状とニック形状の最適化により耐欠損性を向上しました。 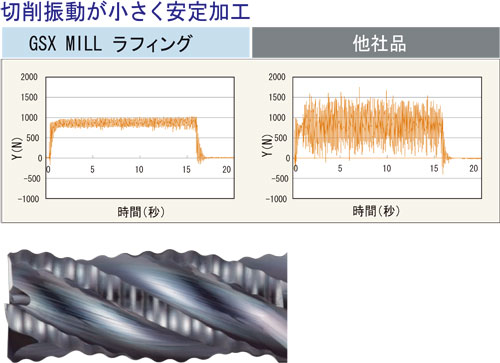 GSX MILL ラフィングは、切削変動が小さく溝加工でも安定した加工が可能です。 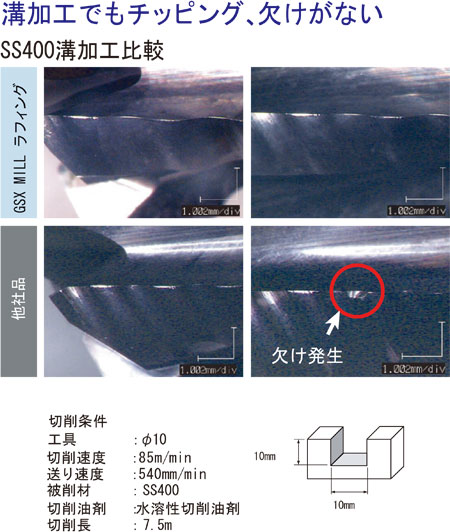
| http://nachi-tool.jp/blog/index.php?e=99 |
| エンドミル::GSX MILL | 2010年10月19日 07:49 PM | |
|
すべてのドリルにおいて、もっとも長寿命を確立する切削条件、もっとも穴精度が安定する切削条件など、必ず最適な使用方法があります。
今回、紹介するのは、切削条件によって穴精度が悪くなることを示した例です。 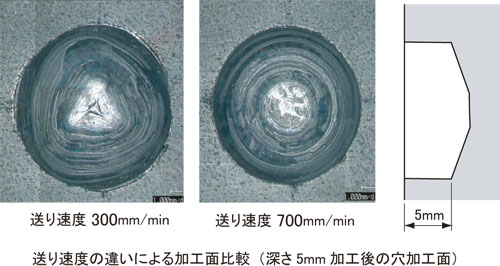 ドリル径10mm、回転数2,800min-1(88m/min)、送り速度700mm/minと300mm/minにて加工した穴tの写真です。ドリルはアクアドリルEXスタブを使用。 どちらも、穴深さ5mmまで加工し、穴の口元から穴の底面を覗いたものです。 送り速度300mm/minの写真中央部に三角形がみられます。ドリル中心のチゼルがゆがみながら振れ回っている様子がみられます。これを歩行現象(ウォーキング現象)といいます。食い付き時に三角形や五角形など多角形跡が残ったり、ビビリ面をみることがありますが、穴加工が進んでも、歩行現象は収まらないで振れ回りながら加工が進んでいることがこの写真からわかります。これでは穴精度の悪化はもちろん、ドリル寿命の低下を招く結果に伴います。 よく、「加工した穴がラッパ状に入口側が大きくなった」とか、「ドリル径よりも穴が大きく拡大した」といった経験がないでしょうか。まさにそれらの現象を引き起こしている痕跡なのです。 送り速度700mm/minの写真の中央部は円形になっています。良好な送り速度にて加工していることがわかります。 送り速度300mm/minは回転数に対して送り速度が低すぎたようです。 ドリルには、目的に応じて最適な切削条件があります。このような加工面からでも適正切削条件をチェックすることができます。
| http://nachi-tool.jp/blog/index.php?e=98 |
| ドリル::アクアドリルEX | 2010年09月03日 09:01 AM | |
|
NACHIのXSミル多刃/XSMTが耐熱性・耐食性ニッケル合金のハステロイ仕上げ加工に良好です。
 加工事例をご紹介します。 XSミル多刃/XSMTは強ねじれで切れ味が良好な高剛性タイプの超硬コーティングエンドミルです。標準的な超硬コーティングエンドミル4枚刃と加工比較しましたので紹介します。 下図に加工面と切りくずを比較しています。 XSミル多刃/XSMTは規則正しい送りマークが加工面に残っています。切りくずも一様な形状です。切れ味が良い場合に見られる切りくずカール半径が小さく、ねじれた形状です。安定した切削が伺えます。 一方、超硬コーティングエンドミル4枚刃は、加工面が粗く、送りマークも不連続です。切りくずは幅が大きなものや針状の細いものなど、ばらつきがみられます。 ニッケル合金加工には、切れ味と剛性を併せもつXSミル多刃/XSMTがおすすめです。 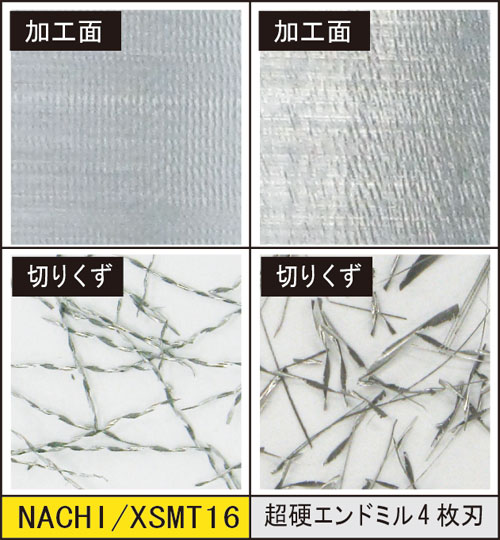 エンドミル径:16mm 切削速度:30m/min 送り速度:600mm/min 軸方向切込み深さ13mm、半径方向切込み深さ0.1mm
| http://nachi-tool.jp/blog/index.php?e=96 |
| エンドミル::その他 | 2010年07月16日 04:27 PM | |
|
薄板用すぱっとドリルが8月より新発売になります。
従来の鉄工用ドリルによる鋼板の穴あけでは、抜けバリが大きく、いびつな穴形状になる問題がありました。 すぱっとドリルは、刃先中心に食い付き性を良くするために小さな山を設けたフラットタイプのドリルです。 この刃先形状により、抜けバリの発生を抑えます。 さらに、ドリル外周部のガイド性を良くすることで真円に近い良好な穴に加工できます。 すぱっとドリルは、薄板鋼板の穴加工用途が多いインパクトドライバーや充電式ドリルドライバーの利用にあわせて、六角軸シャンクを採用しています。 2.0mmから10.0mmまで42サイズを1本入りパックで発売します。 
| http://nachi-tool.jp/blog/index.php?e=95 |
| ドリル::その他 | 2010年07月13日 03:09 PM | |