








 |
|
最新記事
|
|
アクアドリルEXフラットレギュラによるアルミ材の傾斜面一発加工の事例を紹介します。
自動車ABSのアルミ部品加工において、加工面が45°傾斜面であるために、ロングシャンクエンドミルとドリルの2工程であったところをアクアドリルEXフラットレギュラのみによる工程短縮をはかることができました。 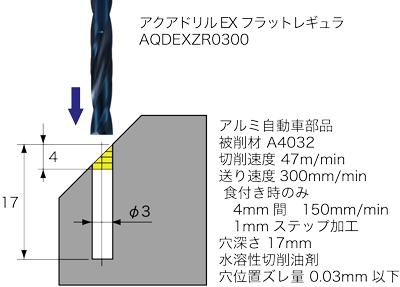 この事例の場合では、3Dを超える深穴であり、レギュラを使用しました。 レギュラは前加工をおすすめしておりますが、送り速度の調整によって前加工なし、1本のドリルで可能になりました。 工程短縮は、ATC工具交換の時間がなくなり、サイクルタイム短縮にもつながります。 今回、食い付き時の入口付近をステップ加工することにより、穴位置精度の向上もはかることができています。 S50C アクアドリルEXフラットロングシャンクによる事例 アクアドリルEXフラットシリーズカタログ
| http://nachi-tool.jp/blog/index.php?e=184 |
| ドリル::アクアドリルEXフラット | 2013年04月10日 08:13 AM | |
|
ドリルでは不可能な加工として半割り加工があります。
エンドミルでなければできない加工でした。 ところが、それが深い加工の場合には、使用できるエンドミルは限られるうえに、除去量が多くなるとエンドミルによるドリリングの能率が悪くなり、ネック加工となっていました。 アクアドリルEXフラットを使用することで、従来のハイスエンドミルに対して94%の加工時間短縮ができた事例を紹介します。 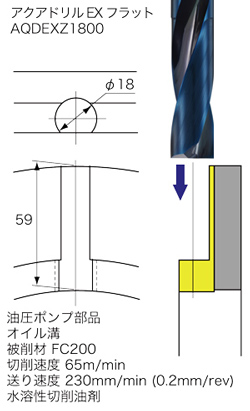 ポンプ部品のオイル溝は、一部が閉じられた半割り加工になるために加工方法に制約があり、従来は258sec/穴かかっていました。アクアドリルEXフラットによる一発加工で実加工時間を17sec/穴にまで短縮できました。 ポンプ部品のオイル溝は、一部が閉じられた半割り加工になるために加工方法に制約があり、従来は258sec/穴かかっていました。アクアドリルEXフラットによる一発加工で実加工時間を17sec/穴にまで短縮できました。 アクアドリルEXフラットシリーズカタログ
| http://nachi-tool.jp/blog/index.php?e=183 |
| ドリル::アクアドリルEXフラット | 2013年04月10日 08:00 AM | |
|
アクアドリルEXフラットレギュラ、ロングシャンク、オイルホール5D用のご使用にはガイド穴やセンタリングなどの前加工をおすすめしております。
ところが、加工箇所が深い位置にあるため前加工が難しい場合や工具交換に制約がある場合など、なんとか工具1本で処理する「セルフセンタリング」ができないものかとの要望をいただいておりました。 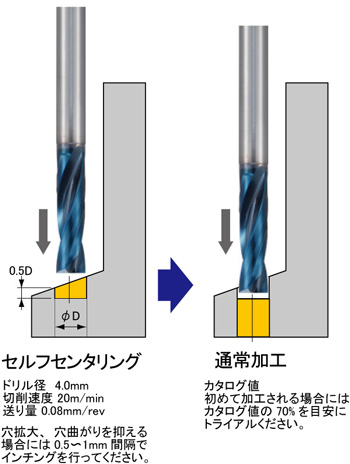 ドリルの突き出し長さが長くなるロングシャンクのような場合には、回転数を下げて振れによる遠心力を小さくすることで、穴拡大が抑制されて安定した加工が可能なようです。 平坦面の食い付き時や傾斜面には回転数を下げることで「セルフセンタリング」が可能になります。 左図はロングシャンクの事例です。S50Cの傾斜面へは切削速度20m/minまで下げています。回転当たりの送り量は下げていません。
| http://nachi-tool.jp/blog/index.php?e=181 |
| ドリル::アクアドリルEXフラット | 2013年03月20日 08:47 AM | |
|
急激に切削抵抗が増大する隅部の加工では、びびり振動が発生し、加工面が悪くなることがあります。
また、びびりを回避するために加工能率を下げる必要がありました。 不等分割、不等リードでびびりを抑制するGSX MILL VL多刃は高い加工能率で高品位な加工面を可能にします。 Ti・SUS用によるステンレス鋼の加工事例を参照ください。 外径12mmで切り込み深さ30mm、R6の隅部を残す加工事例です。 
| http://nachi-tool.jp/blog/index.php?e=180 |
| エンドミル::GSX MILL | 2013年03月20日 08:39 AM | |
|
2013/3/8 富山地区のお客様のユーザセミナーを開催し、NACHI-BUSINESS Galaxyのマシナリーステージにて、最新の切削工具による加工実演を見学されました。
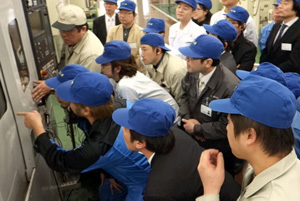 写真はJIMTOFで開催された穴あけスピード競争で勝ちあがったアクアドリルEXスタブスペシャルによる再現テストを観察されている様子です。 写真はJIMTOFで開催された穴あけスピード競争で勝ちあがったアクアドリルEXスタブスペシャルによる再現テストを観察されている様子です。S50Cにφ10、深さ20mmの通し穴を10穴連続、わずか15秒で開けるものです。
| http://nachi-tool.jp/blog/index.php?e=182 |
| 展示会・セミナー | 2013年03月15日 08:50 AM | |
|
深い面の加工にロング刃長のエンドミルを使用すると過大な切削抵抗によりビビリが発生して、加工不可能になることがあります。そのような場合にショート刃長のロングシャンクタイプのエンドミルを使い、数パスで掘り下げて加工していきます。
ところで、従来のロングシャンクエンドミルでは、粗加工や隅部が残る加工ではビビリが残ってしまい、切り込み量を高くすることはできませんでした。 ビビリ振動を抑制するGSX MILL VLロングシャンクは、切り込み量を高めても、ポケット加工のような隅R部が残る加工でも高能率加工ができます。 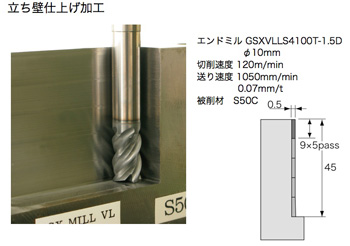 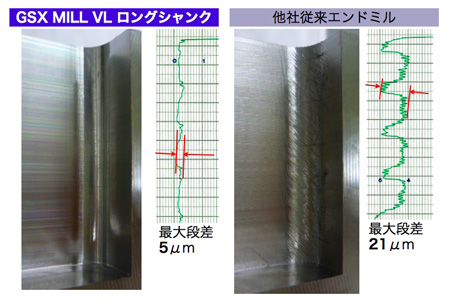 カタログはこちらから GSX MILL 関連記事はこちらから
| http://nachi-tool.jp/blog/index.php?e=179 |
| エンドミル::GSX MILL | 2013年01月30日 09:45 AM | |
|
アクアドリルEXフラットで耐熱合金インコネル718を加工し、従来ドリルとの出口側のバリ比較をしてみました。
アクアドリルEXフラットの特長である出口側のバリを小さくおさえることができます。  カタログはこちらから アクアドリルEXフラットの関連記事はこちらから
| http://nachi-tool.jp/blog/index.php?e=178 |
| ドリル::アクアドリルEXフラット | 2013年01月30日 09:21 AM | |