








|
最新記事
|
|
好評を頂いているアクアドリルEXフラットについて、いくつかお問い合わせをいただいています。
その中からご紹介します。 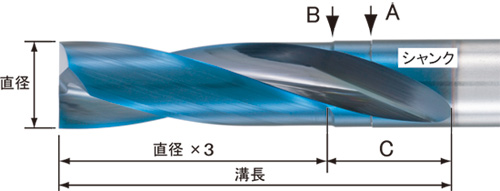 ◆ 質問1 ドリル径とシャンク径が同じサイズのものを購入しましたが、段が付いています。径は違うのですか? 上図はドリル径とシャンク径が同じサイズの画像です。A,Bの2カ所に段が付いているように見えます。 ◇ 回答1 上図のドリル径とシャンク径は同じです。 Aは、ドリルバックテーパの段です。 ドリルは先端からシャンク側に向かってバックテーパが付いていて、直径が小さくなっていきます。加工した穴の側壁のこすりを小さくするために設けられています。 Bは、見る方向によって段が付いているように見えるだけで、実際には段はありません。 ドリルは外周部にマージンといって円筒部を残していますが、その円筒部の幅が小さいためにマージンを見逃して段が付いているように錯覚するのです。 ◆ 質問2 前加工がいらないドリルとのことなので、1発で穴加工をしたいと考えています。どれくらいの深さまで加工できますか。 溝長いっぱいまでの穴深さでも加工できますか。 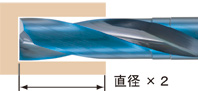 ◇ 回答2 ◇ 回答2穴加工深さの推奨は直径の2倍までです。それ以上の穴あけはおすすめできません。 アクアドリルEXフラットのねじれ角は20°です。一般的なドリルよりもねじれ角が弱くなっています。 ねじれ角が弱いと切りくずのリフト作用(切りくずを排出する能力)が弱くなります。 直径の2倍以上の穴あけの場合には、切りくず処理に注意しながら加工する必要があります。 また、上図のCの範囲は、急激にドリルの溝ポケットが狭くなります。 切りくず処理、クーラントの供給からみて、この範囲が加工穴の中に埋もれるような使用方法は避けなければなりません。
| http://nachi-tool.jp/blog/index.php?e=85 |
| ドリル::アクアドリルEXフラット | 2010年04月01日 02:40 PM | |
|
大径穴の高能率加工をカバーするのが刃先交換式ドリルのアクアドリルNWDX型です。
切削バランスのよいチップ配置で安定した穴加工ができると好評いただいていますが、近日、そのNWDX型に寸法サイズ拡大を予定しています。直径18.5~36.0mmを小径側と大径側の寸法拡大となります。 詳細が決まればお知らせします。 穴加工をスルーでサポートするNACHIのラインナップにご期待ください。 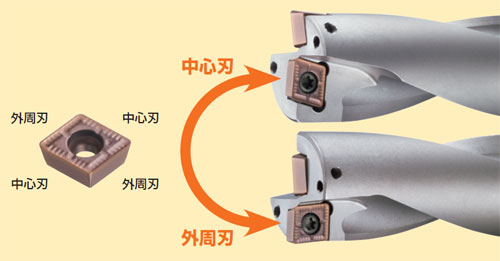 カタログ「アクアドリルNWDX型」は ここをクリック
| http://nachi-tool.jp/blog/index.php?e=84 |
| ドリル::アクアドリル | 2010年03月19日 03:28 PM | |
|
機械加工に従事されている方、および関係者は認識されていますが、経験の少ない方、初心者の方からよくある質問としてご紹介します。
質問 ホームセンターで6mmのドリルを購入してきました。鉄板に電ドルで穴をあけようとしましたが、あけられません。1穴もあけないままで刃先が切れなくなりました。ホームセンターで販売しているドリルは切れないのですか? 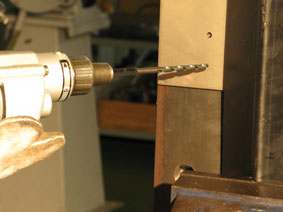 ホームセンターで販売しているNACHIドリルはNACHIの標準ストレートドリルを1本又は2本単位でお求めやすいようにパック品として商品化しているものです。NACHIドリルと全く同じものです。 ホームセンターで販売しているNACHIドリルはNACHIの標準ストレートドリルを1本又は2本単位でお求めやすいようにパック品として商品化しているものです。NACHIドリルと全く同じものです。鉄板、一般的には構造用鋼などを手持ち電ドルで加工できる限界は、5〜6mmぐらいになります。最近の高出力のインパクトドライバーや充電式ドリルドライバーなどの穴加工能力として、鉄板は10mm、13mmまでと表示してあるものを見かけます。確かに嘘ではありません。しかし、手持ちの加工では人の押し付ける力の限界があって、誰でもがあけられるサイズではありません。6mmでもあけられない寸法ではありませんがカンドコロが必要になります。 物を加工するときには力が必要です。穴加工においても同様です。穴加工の場合には、トルクとスラストが切削抵抗として力がかかってきます。トルクは回転力、スラストは押し付ける力、それらのバランスがとれていなければなりません。 高出力タイプの充電ドリルドライバーのモータであれば、13mmの鉄板をあけるためのトルクは充分にあります。しかし、スラストは発生しません。13mmで100kgfのスラスト荷重が最低必要になります。手持ちではすべて人力になります。持続的に100kgの力を出し続けられるのは、相当の怪力以外に考えられません。一般的には30kgから50kgが限界と見るべきです。 また、それらの力を穴加工に向けるために、加工される材料をしっかりと固定することも必要です。固定されていないと、それらの力が穴加工に伝わらないばかりか、刃物であるドリルに重大な悪影響を及ぼすことになります。別のイメージに例えれば、切れ味のよいナイフの刃先がプラス・マイナスのドライバーやヤスリのように使われている感じに近いのです。これでは、せっかくのナイフも台無しです。 トルク、スラスト、加工物の固定、もう一つ付け加えるとドリルの振れない保持もポイントになります。これらの条件が整ってはじめて安定した穴加工が成立します。 鉄板の穴あけには、スタンド固定、あるいは簡易卓上ボール盤をおすすめします。 大きく正確できれいな穴には、ボール盤やフライス盤で加工が可能な近くの工場へ依頼した方がコストは安くなるかもしれません。
| http://nachi-tool.jp/blog/index.php?e=81 |
| ドリル::その他 | 2010年03月13日 01:17 PM | |
|
技術情報紙 「NACHI TECHNICAL REPORT」にアクアドリルEXオイルホールについて掲載されておりますので案内いたします。
深穴加工に対応した超硬ドリル「アクアドリルEXオイルホール」 辻渕 順仁
| http://nachi-tool.jp/blog/index.php?e=75 |
| ドリル::アクアドリルEX | 2010年02月19日 09:00 AM | |
|
AGスターティングドリルの加工サンプルを入手しました。
「1本で便利なツール」をご確認ください。 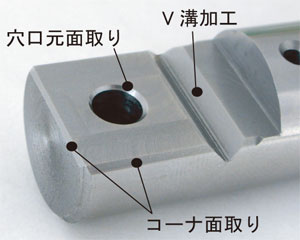 穴の口元面取りやコーナ面取り、V溝部をAGスターティングドリル1本で加工しています。 穴の口元面取りやコーナ面取り、V溝部をAGスターティングドリル1本で加工しています。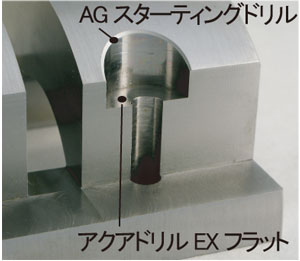 曲面の座ぐり加工とその面取り加工ワークです。 曲面の座ぐり加工とその面取り加工ワークです。座ぐり加工はアクアドリルEXフラットを使用しています。 その曲面の面取りをAGスターティングドリルで加工しています。
| http://nachi-tool.jp/blog/index.php?e=73 |
| ドリル::AGドリル | 2010年01月11日 12:45 PM | |
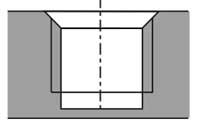 薄板の止まりねじ加工では、有効ねじ長さを確保するために、通常のねじ加工に比べて工程が増え、コストダウンをはかれないことがあります。 薄板の止まりねじ加工では、有効ねじ長さを確保するために、通常のねじ加工に比べて工程が増え、コストダウンをはかれないことがあります。下穴ドリル加工の後に、ドリルの山の部分を除去するためにエンドミルによる座ぐり工程を入れて有効ねじ長さを確保しなければならないからです。 穴あけ性能に優れたアクアドリルEXフラットならば、工程の増やすことなく有効ねじ長さを確保することが可能です。 アクアドリルEXフラットの使用例と従来加工方法と比較してみましたので参照ください。 アクアドリルEXフラット / AQDEXZ のほかにも、 面取り加工には、AGスターティングドリル / AGSTD ねじ加工には、Gスパイラルタップ / GSP も おすすめします。 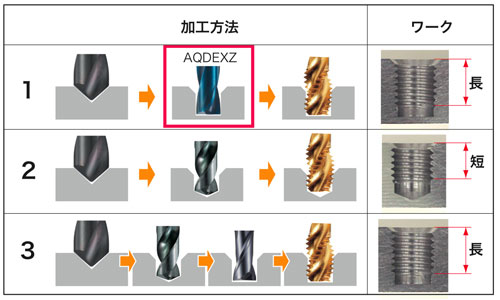 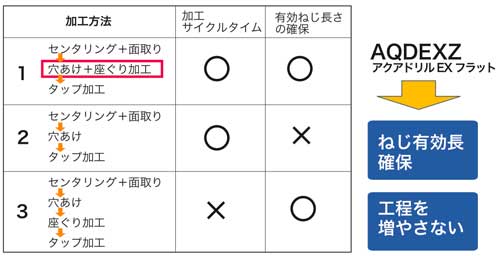 カタログ詳細は
| http://nachi-tool.jp/blog/index.php?e=62 |
| ドリル::アクアドリルEXフラット | 2009年12月23日 11:04 AM | |
 アクアドリルEXシリーズに、穴あけ深さに応じた3D用、5D用、8D用のオイルホールドリルを追加しました。 アクアドリルEXシリーズに、穴あけ深さに応じた3D用、5D用、8D用のオイルホールドリルを追加しました。アクアドリルEXオイルホールドリルは、アクアドリルEXを踏襲した新フルート形状採用で切りくず分断性能に優れています。また、切れ味重視の刃型で切削抵抗を低減し、軟鋼などの切りくず処理が困難な被削材から高硬度材までの安定加工を実現しました。 さらに、アクアEXコーティングで安定長寿命が得られます。 アクアドリルEXオイルホール3D / AQDEXOH3D アクアドリルEXオイルホール5D / AQDEXOH5D アクアドリルEXオイルホール8D / AQDEXOH8D アクアドリルEXオイルホール3D用、5D用、8D用  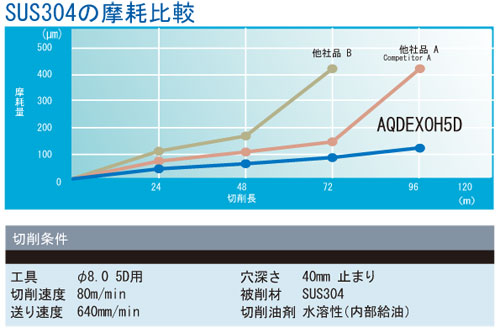 ステンレスSUS304の摩耗比較です。穴あけ深さ40mm(5D)で切削長96m加工後においても摩耗量が小さく、長寿命です。 カタログ詳細は
| http://nachi-tool.jp/blog/index.php?e=61 |
| ドリル::アクアドリルEX | 2009年12月16日 09:48 AM | |