








|
最新記事
|
 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。バリの発生状況を高速度カメラによる映像と実切削で体感していただきました。 通り穴加工の場合には、抜け際の加工面に切削熱が集中し、切削応力(スラスト荷重)によって塑性変形を起こしやすい状況になり、抜け際のバリ発生を抑えることは非常に難しいことでした。 特に細くて長いパイプの穴加工の場合、バリ取り作業に多大な工数をかけることになります。 アクアドリルEXフラットは加工能率を下げないで、バリ発生を小さく抑えることができます。以下、その実演で加工したワークのバリを比較紹介します。 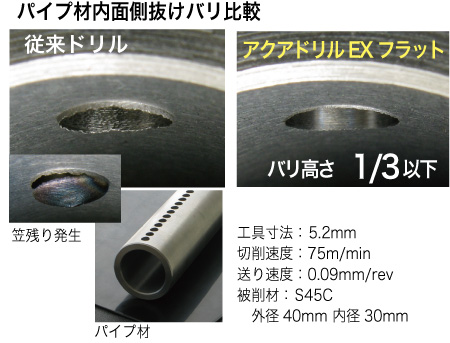 従来ドリルでバリ最大高さ0.4mmに対して、アクアドリルEXフラットは0.13mmの1/3の大きさでした。また、従来ドリルでは、陣笠残りが多く発生しており、その除去も必要でした。 アクアドリルEXフラットはバリ対策用ドリルとしても効果的です。 アクアドリルEXフラットのカタログはここをクリック アクアドリルEXフラットの関連記事はここをクリック
| http://nachi-tool.jp/blog/index.php?e=139 |
| ドリル::アクアドリルEXフラット | 2011年11月29日 09:34 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=138 |
| ドリル::アクアドリルEXフラット | 2011年11月29日 08:34 AM | |
|
傾斜面の穴加工やバリレスで好評いただいておりますAQDEXZ/アクアドリルEXフラットについて、傾斜面の穴加工では具体的にどれくらいの条件設定が望ましいのか、たとえば傾斜角45°の場合に、通常の穴あけ基準切削条件よりもどれくらい下げればよいのかなど、問い合わせをいただくことがあります。
曲面への座ぐり加工を角度の違う傾斜面にみたてた加工事例を紹介しますので、切削条件選定の目安として参考ください。 平坦面の切削条件を100%として、傾斜面の角度ごとに比率を表示してみました。なお、送り速度は、1回転あたりの送り量(mm/rev)で比較しています。 通り穴において、抜け面側が傾斜している場合にも参考ください。もちろん、要求される加工面精度、性状によっては、さらに切削条件の調整が必要になります。  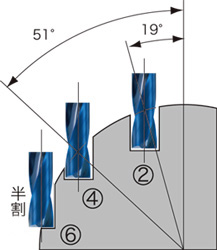 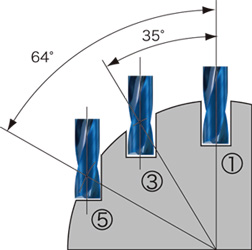 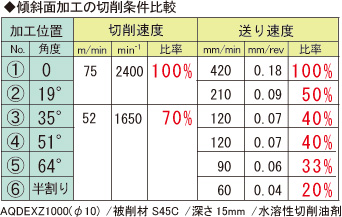 アクアドリルEXフラットの関連記事はこちら アクアドリルEXフラットのカタログはこちら
| http://nachi-tool.jp/blog/index.php?e=135 |
| ドリル::アクアドリルEXフラット | 2011年10月25日 02:43 PM | |
|
ガンドリルによる深穴加工のガイド穴加工にアクアドリルEXフラットを使用して、ガンドリル寿命が長くなった事例を紹介します。
ガンドリルは深穴を高圧クーラントで強制的に切りくずを排出させて、ノンステップで高精度な加工ができるドリルです。 ガイドブッシュが必要なため、以前はガンドリルマシン専用機でしか利用できませんでしたが、ドリルであけたガイド穴をガイドブッシュの換わりにすることで、マシニングセンタでも深穴加工として広く使われています。 ドリルでガイド穴を設けると、底面(ガンドリルの食い付き面)は円錐状になり、ガンドリルの刃先が、すべりを起こしてしまいます。チッピングを誘発させやすくなり、安定した加工が難しいことがありました。 そのガイド穴加工にアクアドリルEXフラットを使用することで、ガンドリルの食いつき性を高め、チッピングをおさえて安定したガンドリル加工を可能にします。 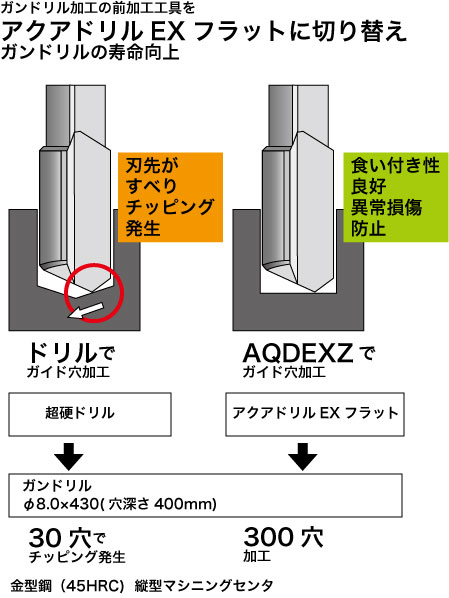
| http://nachi-tool.jp/blog/index.php?e=129 |
| ドリル::アクアドリルEXフラット | 2011年08月30日 09:00 AM | |
|
アクアドリルEXフラットを使用すると切りくずがドリルに巻き付いて作業性がわるい。
また、穴が大きく拡大するといったトラブルをみられることがありました。 今回は切りくず巻き付き対策事例を紹介します。 設備、加工条件等において、回転中のドリルが振れ回りやすいと、食い付き時にその振れをドリルが拾ってしまうことがあります。 ドリルが振れて、巻き付きやすい細長い切りくずが生成されることがあるようです。 事例では、故意に振れやすい状況を作りテストしてみました。 ノンステップで加工した場合とインチングした場合のそれぞれの切りくずを比較してみます。 食い付き時からドリル刃先がガイドされるまで、インチングすることで加工が安定し、その後の加工でも巻き付くような切りくずは発生していません。 なお、インチング時の送り速度は20~30%程度下げてください。 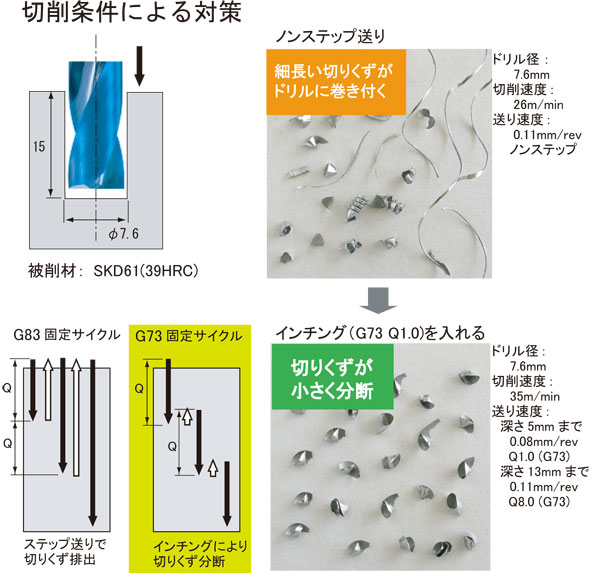 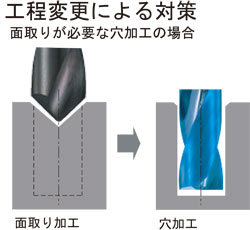 面取りが必要な穴の場合には、穴加工の前にスターティングドリルなどで面取り加工を先に行うことで、アクアドリルEXフラットの求心性がよくなることがあります。
| http://nachi-tool.jp/blog/index.php?e=127 |
| ドリル::アクアドリルEXフラット | 2011年07月27日 08:11 AM | |
|
アクアドリルEXフラットのこれまでの加工事例は、鋼が中心でしたが、
今回は、銅合金鋳物の加工事例を紹介します。 円筒部の外周に底面がフラットの場合に、 従来、エンドミルによる座ぐり加工+ドリル加工+エンドミルによる底面加工の3工程を アクアドリルEXフラットは、材料が銅合金であっても一発で加工できました。 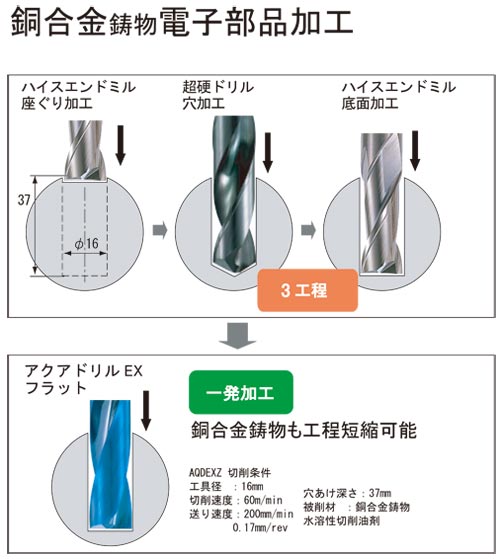
| http://nachi-tool.jp/blog/index.php?e=123 |
| ドリル::アクアドリルEXフラット | 2011年06月27日 02:26 PM | |
|
ポンプ部品に斜めからの通し穴加工があります。穴加工にとっては、入口、出口ともに傾斜面になります。
入口側は、エンドミルで座ぐり、ドリルで穴加工をしていましたが、出口側のドリルの肩が一部破れるところまで加工が進むと振動が大きくなってしまいました。 切削バランスが不均衡となり、穴曲がりや加工面粗さが大きくなり、バリも発生するネック工程でした。 傾斜面でも加工が可能なアクアドリルEXフラットを提案することで、1工程ですみ、穴の加工精度向上、バリの抑制ができるようになりました。 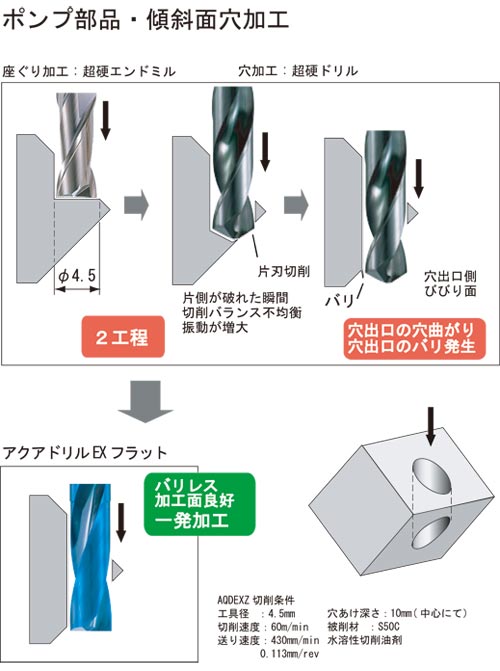
| http://nachi-tool.jp/blog/index.php?e=120 |
| ドリル::アクアドリルEXフラット | 2011年05月28日 09:01 AM | |