








|
最新記事
|
|
エンドミル加工では、内側円弧加工や外側円弧加工を行うことがあります。加工する円弧径に対するエンドミル径の比率によっては、エンドミルの指令送り量と加工点における実送り量との間の差異が大きくなり、思わぬトラブルを起こす場合がありますので切削条件の選定に当たっては注意が必要です。その注意点について紹介します。
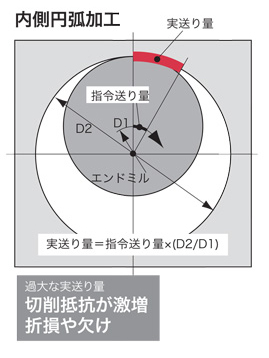 「加工円径」÷「エンドミル軸中心における回転直径」の比で指令送り量に対して実送り量が大きくなります。粗加工などでは切削抵抗が激増し、エンドミルの欠けや折損をまねくことがあります。特に、エンドミル径が加工円径に近い場合には注意が必要です。 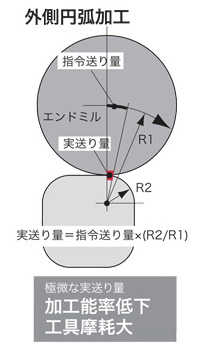 「加工コーナR」÷「エンドミル軸中心における回転半径」の比で指令送り量に対して実送り量が小さくなります。極微細な送り量は加工能率の低下以外にも早期工具摩耗にもつながりますので適正な送り速度の選定が必要です。 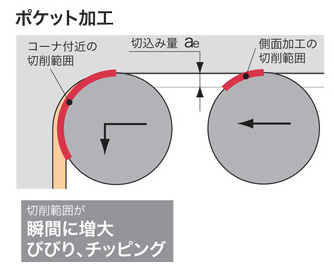 ポケット加工において、コーナRとエンドミル半径が同一の場合に、コーナ付近で切削抵抗が増大することがあります。エンドミルのチッピングや早期工具摩耗、びびり加工面、加工面のエンドミル食い込みなどをまねくことがあります。左図では、側面加工に対してコーナ付近では、あたかも切り込み量が2倍以上に大きくなっているような様子を示しています。
| http://nachi-tool.jp/blog/index.php?e=111 |
| エンドミル::その他 | 2011年02月23日 06:51 PM | |