








|
最新記事
|
|
不等分割、不等リードの4枚刃超硬エンドミルGSX MILL VLは、ビビリが発生しにくく、高能率加工ができるとうたっていますが、刃溝が不等分割、不等リードにすることによって、なぜビビリが発生しにくくなるのか。
加工シーンの画像で比較説明してみます。 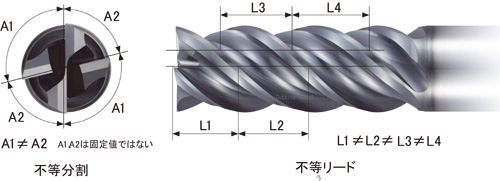 下図は、GSX MILL VLと通常4枚刃超硬エンドミルを同じ被削材を同じ条件で加工して切りくず飛散の様子を撮った画像です。 左図の通常エンドミルの切りくずは、一定方向に飛散しています。周期性も見て取れます。それに比べて、右図のGSX MILL VLは飛散方向が拡散しています。 一見、左図の規則正しく一定方向に切りくずが飛散していく通常エンドミルの方がきれいに見えますが、切り込み量や送り速度が高くなると切削振動が増幅されやすくなります。 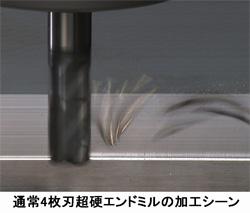 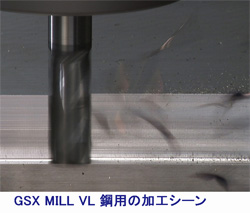 SKD61(53HRC) 側面加工 GSX MILL VL 鋼用/GSXVL4-2.5D 外径10mm 切削速度75m/min、送り速度580mm (0.06mm/刃) ap 15mm 、ae 1mm 縦型マシニングセンタBT40 不等分割と不等リードの効果 不等分割:周期性を打ち消す。切りくずはの定周期に排出されません。 不等リード(不等ねじれ角):ねじれ角が違うと切削開始から切削終了までの時間に差が生じ、切りくず排出スピードが変わります。また、排出方向も変わります。 つまり、両方を兼ね備えることで切りくず排出の時間・スピード・方向を変えてしまうのです。 切削抵抗からみると切削変動を散らしているといえます。 下図は、切削振動を比較したものです。従来エンドミルには周期性は見られますが、GSX MILL VLには周期性は見られません。 右下図の1回転周期の1~4刃の切削振動は、それぞれ違った波形をとっています。 もちろん、多大な切削抵抗がかかるとGSX MILLVLでもビビリは生じます。限界がありますが、通常のエンドミルに比べると安定切削ができる範囲が格段に広がるとみてください。 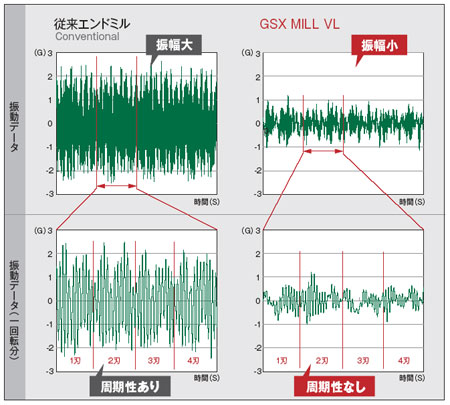
| http://nachi-tool.jp/blog/index.php?e=112 |
| エンドミル::GSX MILL | 2011年03月28日 08:23 AM | |