








|
最新記事
|
 GSX MILLシリーズカタログです。 2009年3月にシリーズを6種類の刃長と4種類の刃溝形状に拡張しました。 カタログpdf(16頁 4116KB)
| http://nachi-tool.jp/blog/index.php?e=44 |
| エンドミル::GSX MILL | 2009年04月20日 11:08 AM | |
 GSX MILLに刃長の種類を増やし、364アイテムに拡大しました。 GSX MILLに刃長の種類を増やし、364アイテムに拡大しました。従来のCタイプ(ギャッシュランド)5種類とPタイプ(シャープコーナ)2種類の7種類を新ラインナップ 使用方法を選ばない、スーパ汎用超硬エンドミルが一段と用途を広げ、豊富な寸法からベストチョイスできるようになりました。 GSX MILLシリーズ構成はこちら GSX MILLの特長はこちら 刃先コーナCタイプとPタイプの説明はこちら ギャッシュランドの耐チッピング性能はこちら GSX MILLのギャッシュランド隅残りはこちら 追加サイズ Cタイプ(ギャッシュランド)4種類 GSX4C-1D 4枚刃 1D用(1D:刃長が刃径の1倍) GSX4C-2D 4枚刃 2D用 GSX4C-2.5D 4枚刃 2.5D用 GSX2C-2D 2枚刃 2D用 GSX2C-2.5D 2枚刃 2.5D用 Pタイプ(シャープコーナ)2種類 GSX4P-2.5D 4枚刃 2.5D用 GSX2P-2.5D 2枚刃 2.5D用
| http://nachi-tool.jp/blog/index.php?e=35 |
| エンドミル::GSX MILL | 2009年02月28日 01:00 PM | |
|
4枚刃、2枚刃の2.5Dに刃先コーナがPタイプのものを追加しました。
Cタイプ、Pタイプの説明及び用途の説明はこちら 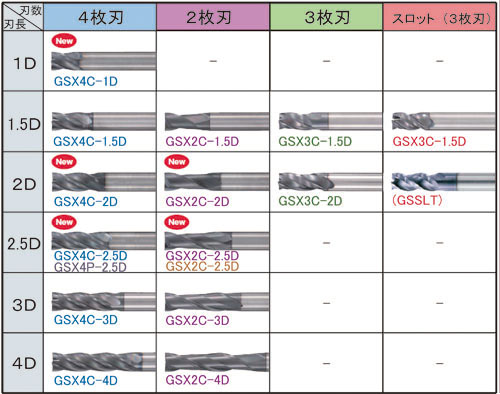 GSX4C-2.5D:Cタイプ ギャッシュランド付き GSX4P-2.5D:Pタイプ シャープコーナ Cタイプ、Pタイプの説明及び用途の説明はこちら
| http://nachi-tool.jp/blog/index.php?e=36 |
| エンドミル::GSX MILL | 2009年02月28日 12:15 PM | |
|
GSX MILLは生材のウェット加工から高硬度材の高速ドライ加工まで、使用範囲を選ばない超硬エンドミルです。
  高硬度材を高速切削 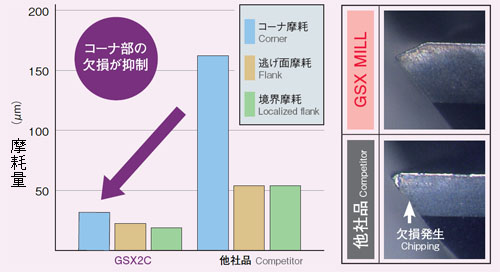 切削条件 工具 :φ12 GSX41200c 切削速度 :300m/min 送り速度 :2700mm/min 切り込み :ap=10mm ae=0.2mm 被削材 :SKD61(53HRC) 切削長 : 50mm 切削油剤 :エアブロー 4枚刃で溝からポケット加工 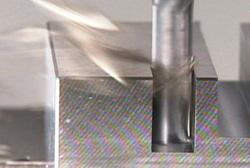 GSX MILLは4枚刃でも溝加工が可能です。 GSX MILLは4枚刃でも溝加工が可能です。Windmill溝形状でスムーズに切りくずが排出されています  Windmill溝形状は大きなすくい角で切れ味良好 Windmill溝形状は大きなすくい角で切れ味良好炭素鋼のウェット溝加工 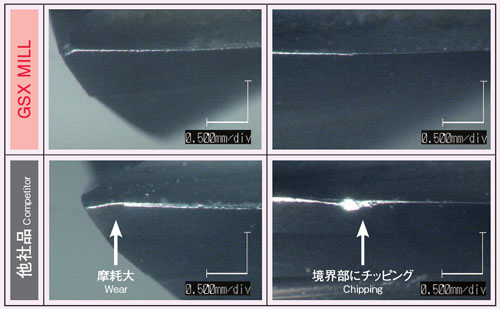 GSX MILLはウェット溝加工でもチッピングが発生していません。 GSX MILLはウェット溝加工でもチッピングが発生していません。切削条件 工具 :φ6 GSX20600C 切削速度 :80m/min 送り速度 :340mm/min 溝深さ :6mm (3mm×2) 被削材 :S45C(180HB) 切削油剤 :水溶性 使用機械 :縦型M/C BT30
| http://nachi-tool.jp/blog/index.php?e=40 |
| エンドミル::GSX MILL | 2009年02月28日 11:36 AM | |
|
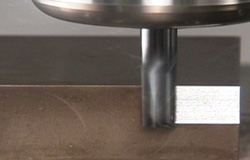
極ショート刃で抜群の加工面精度
 GSX4C-1Dは底面仕上げ加工に抜群の加工面精度が得られます。 GSX4C-1Dは底面仕上げ加工に抜群の加工面精度が得られます。高速高能率の仕上げ加工に最適なエンドミルです。  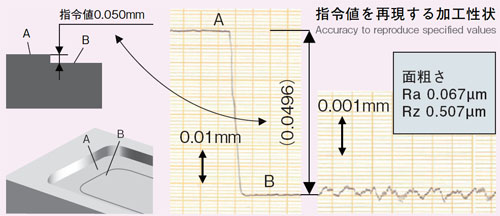 切削条件 工具 :φ6 GSX4C-1D 切削速度 :150m/min 8000min-1 送り速度 :840mm/min 切り込み : ap=0.05mm ae=3mm 被削材 :S50C 切削油剤 :水溶性
| http://nachi-tool.jp/blog/index.php?e=39 |
| エンドミル::GSX MILL | 2009年02月28日 11:19 AM | |
|
ギャッシュランド付きの加工後隅残り量を下記表に表してみました。
理論値からの計算値です。実際の加工残り量を示すものではありません。 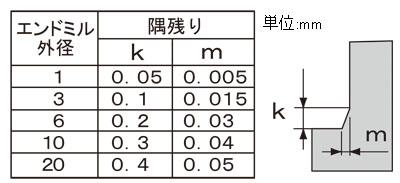 ギャッシュランドで抜群の耐チッピング性 GSX MILLはギャッシュランド付きで、溝やウェット加工でも耐チッピング性を発揮 コーナが欠けにくく、形状を長く確保 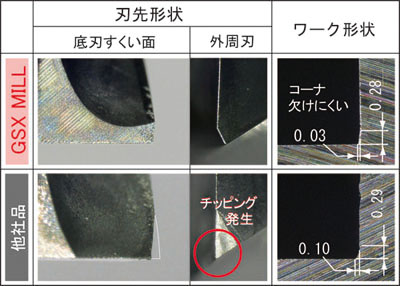 切削条件 工具 :φ6 GSX4C-2.5D 切削速度 :80m/min 送り速度 :600mm/min 切り込み :ap=3mm ae=6mm 被削材 :S50C 切削長 : 600mm 切削油剤 :水溶性
| http://nachi-tool.jp/blog/index.php?e=38 |
| エンドミル::GSX MILL | 2009年02月28日 10:43 AM | |
 超硬エンドミルの刃先コーナにはギャッシュランド付きとシャープコーナの2種類があります。用途に応じて選択が必要になります。 超硬エンドミルの刃先コーナにはギャッシュランド付きとシャープコーナの2種類があります。用途に応じて選択が必要になります。エンドミルの刃先コーナは、ねじれ角、すくい角、外周逃げ角、底刃逃げ角の4面から追い込まれることによって、刃物角が小さくなっています。高い切込み量、高い送り量、溝加工など振動・衝撃が大きく発生する加工では、そのコーナ部のチッピングが発生し易くなります。 その対策として、底刃溝(ギャッシュ)を入れるときに、底刃すくい面を外周コーナ部までかけることにより、刃先の強度を高めることがあります。それが“ギャッシュランド付き”です。 ところがギャッシュランドを付けると刃先コーナが、外径方向からみて後退してしまい、厳密な意味で加工面には隅残りが発生します。隅残り除去(ピン角)が必要な場合にはシャープコーナのエンドミルを使います。 GSX MILLのCタイプはギャッシュランド付きです。 GSX MILLのPタイプはシャープコーナです。 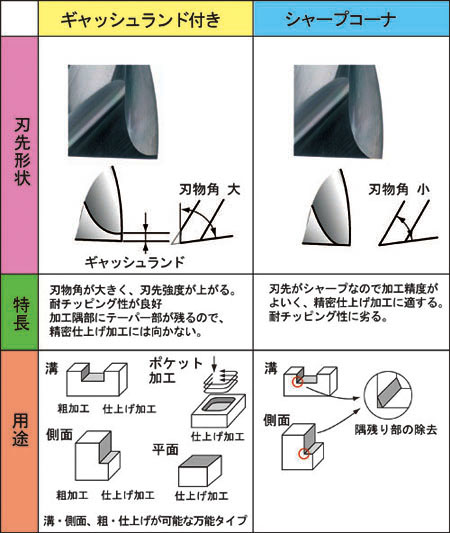 GSX MILLギャッシュランド付きの隅残り量(目安)はこちら GSX MILLの耐チッピング性能はこちら
| http://nachi-tool.jp/blog/index.php?e=37 |
| エンドミル::GSX MILL | 2009年02月28日 10:31 AM | |