








|
最新記事
|
|
SUS304の深穴加工の切りくずを整理していて面白い切りくずを見つけました。
どちらも長い切りくずです。 問題解決のための方策の参考に推論してみました。 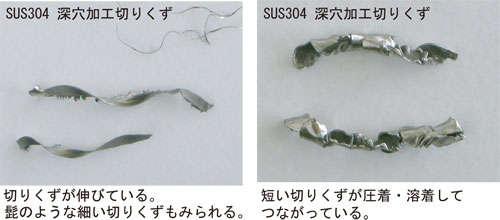 左図は、いわゆる伸びた切りくずです。髭のような細長い切りくずも発生しています。 右図は、よくみるといくつもの小さな切りくずが圧着してつながっているようです。 どちらも切りくず処理の問題が発生しそうです。 左図は、オイルホールドリルで内部給油することで、加工点の切削温度を下げることや切削速度を高めて、切りくず流出速度を上げることでカールし易い切りくずになるかもしれません。 右図は、切りくずが小さく分断されているにもかかわらず、切りくず流出速度に対して、排出が遅いために、ドリル溝内で圧着しているようです。切削速度を下げるか、ステップ送りの間隔を短くする必要があります。 切りくずつまりによるドリル折損の危険性が高いとみるべきです。
| http://nachi-tool.jp/blog/index.php?e=126 |
| ドリル::その他 | 2011年07月27日 08:05 AM | |