








|
最新記事
|
|
極ショート刃で抜群の加工面精度
 GSX4C-1Dは底面仕上げ加工に抜群の加工面精度が得られます。 GSX4C-1Dは底面仕上げ加工に抜群の加工面精度が得られます。高速高能率の仕上げ加工に最適なエンドミルです。  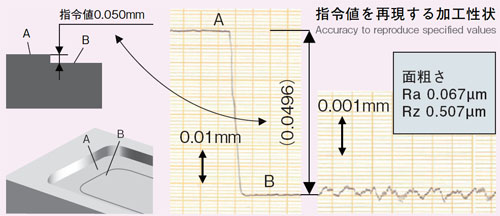 切削条件 工具 :φ6 GSX4C-1D 切削速度 :150m/min 8000min-1 送り速度 :840mm/min 切り込み : ap=0.05mm ae=3mm 被削材 :S50C 切削油剤 :水溶性
| http://nachi-tool.jp/blog/index.php?e=39 |
| エンドミル::GSX MILL | 2009年02月28日 11:19 AM | |
|
ギャッシュランド付きの加工後隅残り量を下記表に表してみました。
理論値からの計算値です。実際の加工残り量を示すものではありません。 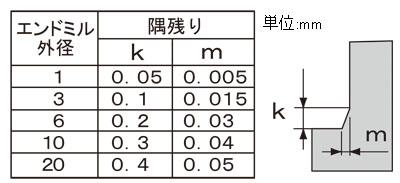 ギャッシュランドで抜群の耐チッピング性 GSX MILLはギャッシュランド付きで、溝やウェット加工でも耐チッピング性を発揮 コーナが欠けにくく、形状を長く確保 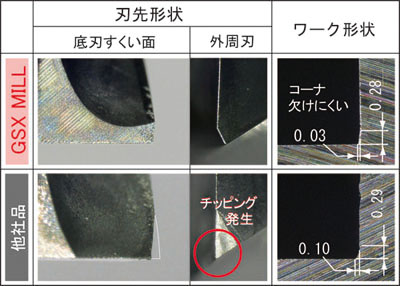 切削条件 工具 :φ6 GSX4C-2.5D 切削速度 :80m/min 送り速度 :600mm/min 切り込み :ap=3mm ae=6mm 被削材 :S50C 切削長 : 600mm 切削油剤 :水溶性
| http://nachi-tool.jp/blog/index.php?e=38 |
| エンドミル::GSX MILL | 2009年02月28日 10:43 AM | |
 超硬エンドミルの刃先コーナにはギャッシュランド付きとシャープコーナの2種類があります。用途に応じて選択が必要になります。 超硬エンドミルの刃先コーナにはギャッシュランド付きとシャープコーナの2種類があります。用途に応じて選択が必要になります。エンドミルの刃先コーナは、ねじれ角、すくい角、外周逃げ角、底刃逃げ角の4面から追い込まれることによって、刃物角が小さくなっています。高い切込み量、高い送り量、溝加工など振動・衝撃が大きく発生する加工では、そのコーナ部のチッピングが発生し易くなります。 その対策として、底刃溝(ギャッシュ)を入れるときに、底刃すくい面を外周コーナ部までかけることにより、刃先の強度を高めることがあります。それが“ギャッシュランド付き”です。 ところがギャッシュランドを付けると刃先コーナが、外径方向からみて後退してしまい、厳密な意味で加工面には隅残りが発生します。隅残り除去(ピン角)が必要な場合にはシャープコーナのエンドミルを使います。 GSX MILLのCタイプはギャッシュランド付きです。 GSX MILLのPタイプはシャープコーナです。 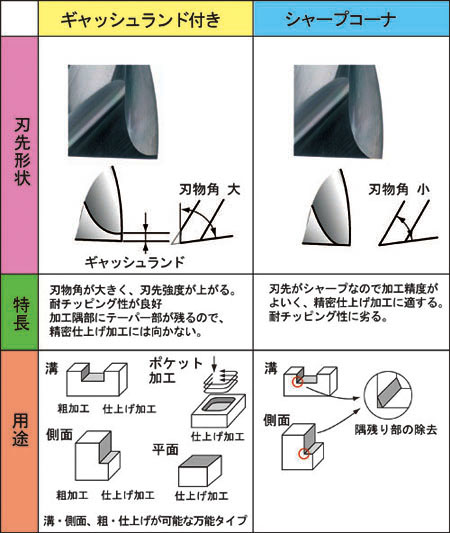 GSX MILLギャッシュランド付きの隅残り量(目安)はこちら GSX MILLの耐チッピング性能はこちら
| http://nachi-tool.jp/blog/index.php?e=37 |
| エンドミル::GSX MILL | 2009年02月28日 10:31 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=27 |
| エンドミル::GSX MILL | 2009年01月22日 12:14 PM | |