








|
最新記事
|
 加工時のびびり振動を抑制し、高切り込み・高送り性能を飛躍的に向上させた超硬エンドミルGSX MILL VL型を10月21日に発売します。鋼用と難削用それぞれに最適化した2つのシリーズで、目的の加工に応じた最適なエンドミルをお選びいただけます。 加工時のびびり振動を抑制し、高切り込み・高送り性能を飛躍的に向上させた超硬エンドミルGSX MILL VL型を10月21日に発売します。鋼用と難削用それぞれに最適化した2つのシリーズで、目的の加工に応じた最適なエンドミルをお選びいただけます。GSX MILL VL型は不等分割・不等リードを採用しました。びびり振動を抑制します。 加工点をランダム配置にすることでそれぞれの加工点における切削抵抗が集積されないためにびびりが発生しにくくなります。 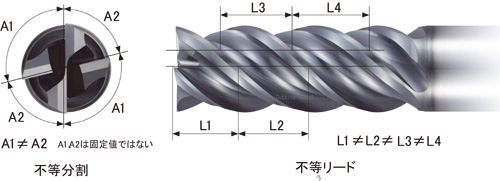 下図は、チタン合金の加工面比較です。 従来エンドミルでは加工面にびびり振動特有の斜線上に凸凹面がみられます。 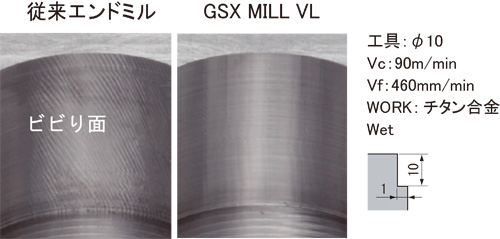 GSX MILL VL型は新GSXⅡコートを採用しました。GSXⅡコートは耐熱性能を大幅に向上しています。 新たな積層構造により、耐摩耗性も向上し、長寿命を実現します。 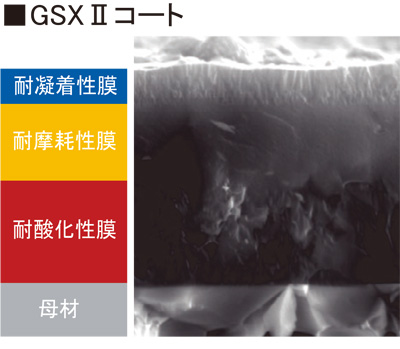 NACHI基準で耐酸化テストをしてみました。GSXⅡコートは圧倒的に他社を凌ぐ耐熱性能がみられます。 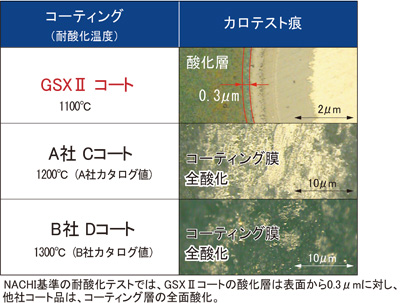
| http://nachi-tool.jp/blog/index.php?e=100 |
| エンドミル::GSX MILL | 2010年10月19日 08:21 PM | |
|
超硬ラフィングエンドミル「GSX MILL ラフィング」を10月21日より発売します。
加工方法やワークの多様化に対応した、汎用性の高い新しい超硬エンドミルとして、今回、機械部品や金型などの溝・側面を高能率に粗加工するGSX MILLラフィングを発売します。 耐欠損性を向上し、溝加工からポケット加工まであらゆる加工で抜群の性能を発揮します。 刃先形状とニック形状の最適化により耐欠損性を向上しました。 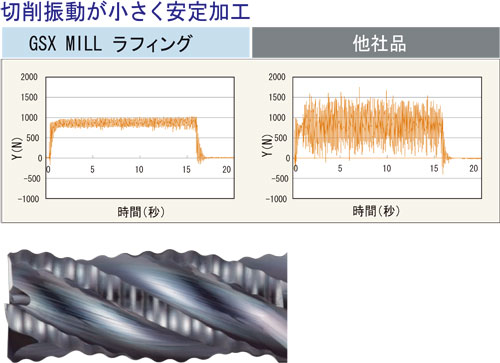 GSX MILL ラフィングは、切削変動が小さく溝加工でも安定した加工が可能です。 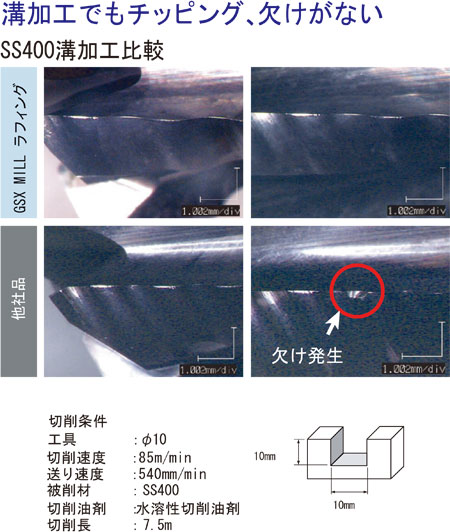
| http://nachi-tool.jp/blog/index.php?e=99 |
| エンドミル::GSX MILL | 2010年10月19日 07:49 PM | |
|
不二越ホームページにGSX MILLの動画をアップしました。
生材のウェット加工や高硬度材のドライ加工 4枚刃でありながら切りくず排出性抜群な溝加工などを載せております。 ご覧ください。 GSX MILL
| http://nachi-tool.jp/blog/index.php?e=50 |
| エンドミル::GSX MILL | 2009年08月28日 03:18 PM | |
 GSX MILLシリーズカタログです。 2009年3月にシリーズを6種類の刃長と4種類の刃溝形状に拡張しました。 カタログpdf(16頁 4116KB)
| http://nachi-tool.jp/blog/index.php?e=44 |
| エンドミル::GSX MILL | 2009年04月20日 11:08 AM | |
 GSX MILLに刃長の種類を増やし、364アイテムに拡大しました。 GSX MILLに刃長の種類を増やし、364アイテムに拡大しました。従来のCタイプ(ギャッシュランド)5種類とPタイプ(シャープコーナ)2種類の7種類を新ラインナップ 使用方法を選ばない、スーパ汎用超硬エンドミルが一段と用途を広げ、豊富な寸法からベストチョイスできるようになりました。 GSX MILLシリーズ構成はこちら GSX MILLの特長はこちら 刃先コーナCタイプとPタイプの説明はこちら ギャッシュランドの耐チッピング性能はこちら GSX MILLのギャッシュランド隅残りはこちら 追加サイズ Cタイプ(ギャッシュランド)4種類 GSX4C-1D 4枚刃 1D用(1D:刃長が刃径の1倍) GSX4C-2D 4枚刃 2D用 GSX4C-2.5D 4枚刃 2.5D用 GSX2C-2D 2枚刃 2D用 GSX2C-2.5D 2枚刃 2.5D用 Pタイプ(シャープコーナ)2種類 GSX4P-2.5D 4枚刃 2.5D用 GSX2P-2.5D 2枚刃 2.5D用
| http://nachi-tool.jp/blog/index.php?e=35 |
| エンドミル::GSX MILL | 2009年02月28日 01:00 PM | |
|
4枚刃、2枚刃の2.5Dに刃先コーナがPタイプのものを追加しました。
Cタイプ、Pタイプの説明及び用途の説明はこちら 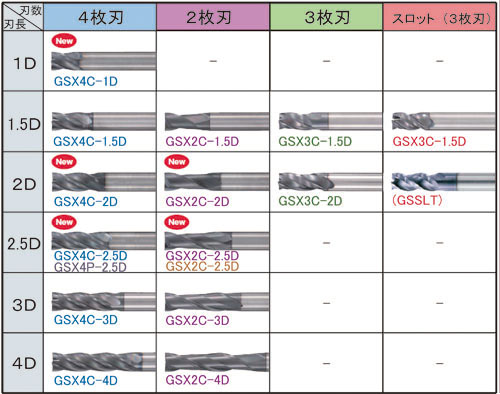 GSX4C-2.5D:Cタイプ ギャッシュランド付き GSX4P-2.5D:Pタイプ シャープコーナ Cタイプ、Pタイプの説明及び用途の説明はこちら
| http://nachi-tool.jp/blog/index.php?e=36 |
| エンドミル::GSX MILL | 2009年02月28日 12:15 PM | |
|
GSX MILLは生材のウェット加工から高硬度材の高速ドライ加工まで、使用範囲を選ばない超硬エンドミルです。
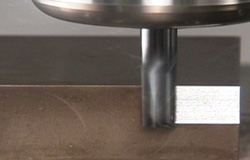  高硬度材を高速切削 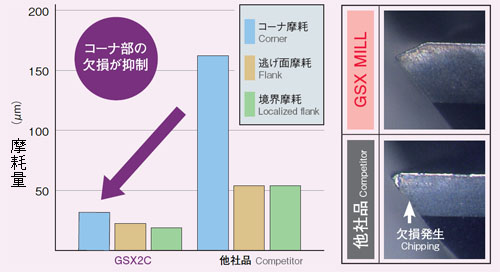 切削条件 工具 :φ12 GSX41200c 切削速度 :300m/min 送り速度 :2700mm/min 切り込み :ap=10mm ae=0.2mm 被削材 :SKD61(53HRC) 切削長 : 50mm 切削油剤 :エアブロー 4枚刃で溝からポケット加工 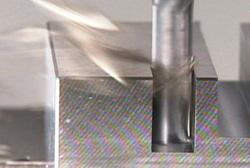 GSX MILLは4枚刃でも溝加工が可能です。 GSX MILLは4枚刃でも溝加工が可能です。Windmill溝形状でスムーズに切りくずが排出されています  Windmill溝形状は大きなすくい角で切れ味良好 Windmill溝形状は大きなすくい角で切れ味良好炭素鋼のウェット溝加工 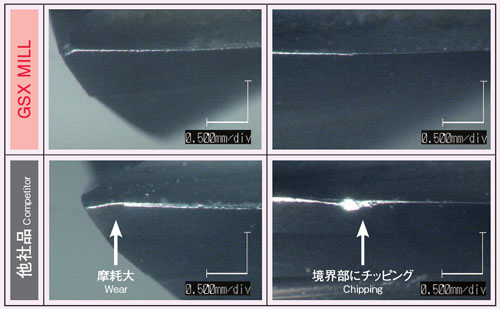 GSX MILLはウェット溝加工でもチッピングが発生していません。 GSX MILLはウェット溝加工でもチッピングが発生していません。切削条件 工具 :φ6 GSX20600C 切削速度 :80m/min 送り速度 :340mm/min 溝深さ :6mm (3mm×2) 被削材 :S45C(180HB) 切削油剤 :水溶性 使用機械 :縦型M/C BT30
| http://nachi-tool.jp/blog/index.php?e=40 |
| エンドミル::GSX MILL | 2009年02月28日 11:36 AM | |