








|
最新記事
|
|
アクアドリルEXフラットの採用事例について紹介します。
薄肉のタップ前加工において、有効ねじ長さを確保するために、穴底面がフラットで図面指示されています。 従来はエンドミルで穴あけをしていたが、能率を上げることができませんでした。 穴あけ性能の高いアクアドリルEXフラットで加工したところ、加工能率を3倍に上げることができたという事例です。 試しにエンドミルでも条件を高めて加工してみましたが、早期にエンドミルが欠損したためアクアドリルEXフラットに切り換えていただきました。 穴あけ性能がよいアクアドリルEXフラットだから安定した高能率加工が実現できます。 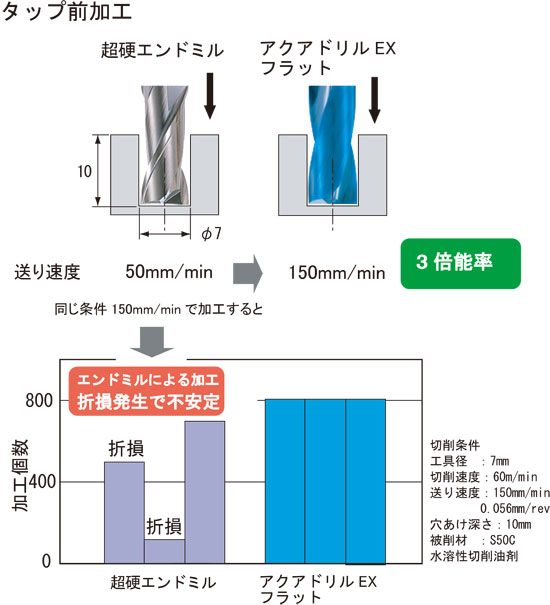
| http://nachi-tool.jp/blog/index.php?e=115 |
| ドリル::アクアドリルEXフラット | 2011年04月25日 08:50 AM | |
|
厚みが1mm以下の薄い鋼板の穴あけは、裏ばりが大きくなり、穴あけ作業は意外と大変です。
その都度、鋼板の上下面にあて板を敷いて、穴あけをする工夫が必要でした。 すぱっとドリルは、貫通時の衝撃が小さいために、バリを小さく抑えることができ、薄板でも直接穴あけが可能です。  さらに、硬質アクリルのような、衝撃による欠け、割れが発生しやすい材料には、専用の工具を使うか、衝撃を小さくするように慎重な作業が必要でしたが、すぱっとドリルを使うことで欠け、割れの心配がなくなりました。 さらに、硬質アクリルのような、衝撃による欠け、割れが発生しやすい材料には、専用の工具を使うか、衝撃を小さくするように慎重な作業が必要でしたが、すぱっとドリルを使うことで欠け、割れの心配がなくなりました。 手持ち充電ドリルドライバーによる穴あけ加工の比較です。 手持ち充電ドリルドライバーによる穴あけ加工の比較です。薄板加工では、従来ドリルでは、穴をあけるというよりも突き破ってしまうという状況でした。 すぱっとドリルでは、抜け際に裏面から傘状の切りくずが取れます。 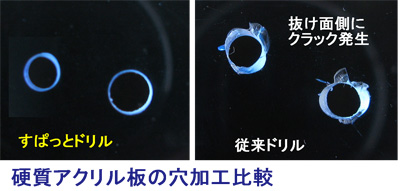 アクリル板の穴あけ比較です。 アクリル板の穴あけ比較です。従来ドリルでは、ていねいに加工してもクラックが入ってしまいます。また、アクリル板が大きく破断することがあり、危険な作業となります。 すぱっとドリルでは、スムーズにきれいな穴があけられます。 カタログは
| http://nachi-tool.jp/blog/index.php?e=113 |
| ドリル::その他 | 2011年03月27日 08:50 PM | |
|
| http://nachi-tool.jp/blog/index.php?e=109 |
| ドリル::アクアドリルEXフラット | 2011年01月24日 10:03 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=107 |
| ドリル::アクアドリルEX | 2011年01月13日 09:21 AM | |
|
NACHIのナチビジネスギャラクシーの一角にマシナリーステージがあります。
ここでは、切削工具の開発、研究のための試作試験や実験を行っています。 先日、北陸地区のお客様をお招きしたユーザセミナーがマシナリーステージで開かれましたので、少しご紹介します。 NACHIでは、商品紹介や教育訓練を目的とした各種のセミナーを定期に開催しています。 今回は、今秋発売した新商品を中心とした実切削加工の模様をお客様に直接見て比較していただきました。 その模様と実験内容の一部です。   実験機の前で加工の様子を説明するNACHIの技術者とセミナー参加者 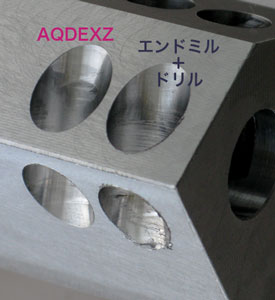  傾斜面穴加工や交差穴加工のバリや加工面性状に良好なアクアドリルEXフラットです。 上図は、上下面ともに傾斜面の加工例です。通常は上面をエンドミルで加工後、ドリル加工しますが、抜け側も傾斜面であるために加工面粗さが悪くなり、バリも大きく発生しています。 AQDEXZ / アクアドリルEXフラットであれば一発で良好な加工面が得られる加工例です。 AQDEXZ アクアドリルEXフラット詳細はこちらから
| http://nachi-tool.jp/blog/index.php?e=105 |
| ドリル::アクアドリルEXフラット | 2010年12月17日 09:45 AM | |
|
すべてのドリルにおいて、もっとも長寿命を確立する切削条件、もっとも穴精度が安定する切削条件など、必ず最適な使用方法があります。
今回、紹介するのは、切削条件によって穴精度が悪くなることを示した例です。 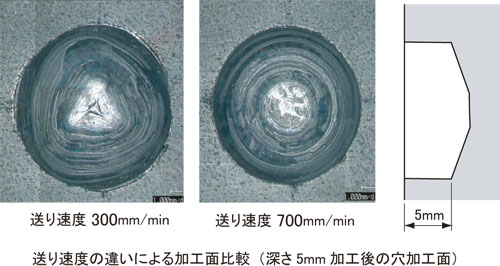 ドリル径10mm、回転数2,800min-1(88m/min)、送り速度700mm/minと300mm/minにて加工した穴tの写真です。ドリルはアクアドリルEXスタブを使用。 どちらも、穴深さ5mmまで加工し、穴の口元から穴の底面を覗いたものです。 送り速度300mm/minの写真中央部に三角形がみられます。ドリル中心のチゼルがゆがみながら振れ回っている様子がみられます。これを歩行現象(ウォーキング現象)といいます。食い付き時に三角形や五角形など多角形跡が残ったり、ビビリ面をみることがありますが、穴加工が進んでも、歩行現象は収まらないで振れ回りながら加工が進んでいることがこの写真からわかります。これでは穴精度の悪化はもちろん、ドリル寿命の低下を招く結果に伴います。 よく、「加工した穴がラッパ状に入口側が大きくなった」とか、「ドリル径よりも穴が大きく拡大した」といった経験がないでしょうか。まさにそれらの現象を引き起こしている痕跡なのです。 送り速度700mm/minの写真の中央部は円形になっています。良好な送り速度にて加工していることがわかります。 送り速度300mm/minは回転数に対して送り速度が低すぎたようです。 ドリルには、目的に応じて最適な切削条件があります。このような加工面からでも適正切削条件をチェックすることができます。
| http://nachi-tool.jp/blog/index.php?e=98 |
| ドリル::アクアドリルEX | 2010年09月03日 09:01 AM | |
|
薄板用すぱっとドリルが8月より新発売になります。
従来の鉄工用ドリルによる鋼板の穴あけでは、抜けバリが大きく、いびつな穴形状になる問題がありました。 すぱっとドリルは、刃先中心に食い付き性を良くするために小さな山を設けたフラットタイプのドリルです。 この刃先形状により、抜けバリの発生を抑えます。 さらに、ドリル外周部のガイド性を良くすることで真円に近い良好な穴に加工できます。 すぱっとドリルは、薄板鋼板の穴加工用途が多いインパクトドライバーや充電式ドリルドライバーの利用にあわせて、六角軸シャンクを採用しています。 2.0mmから10.0mmまで42サイズを1本入りパックで発売します。 
| http://nachi-tool.jp/blog/index.php?e=95 |
| ドリル::その他 | 2010年07月13日 03:09 PM | |