








|
最新記事
|
|
送り速度と切りくず変化の事例を紹介します。
送り速度が低すぎると切りくず処理性が低下することや ドリルの直進性も低下し、加工精度も悪くなることがあります。 また、高すぎると切削温度の上昇や振動・欠け誘発の危険性も高まります。 加工材料の被削性、ドリルの品種、ドリルの剛性、加工深さ、 ステップサイクル、ドリル刃先へのクーラント供給、 縦型か横型か、ドリル回転かワーク回転か、 いろいろな要素が関係するために、最適な加工方法を一概に断定することは難しく、 ケースごとに最善な解決手段をみつけて、ひとつひとつ改善していくことになります。 問題解決の糸口を見つけるために、 問題点のイメージ化、推測の幅を広げる事例として参考ください。 使用ドリル:標準ストレートドリル 直径10mm 被削材:S50C 切削速度:15m/min (480min-1) 穴深さ:30mm 水溶性切削油剤 送り速度: 1.24mm/min (0.05mm/rev) 0.5% 直径比 2.48mm/min (0.1mm/rev) 1% 直径比 3.95mm/min (0.2mm/rev) 2% 直径比 4.143mm/min (0.3mm/rev) 3% 直径比 5.190mm/min (0.4mm/rev) 4% 直径比 続き▽
| http://nachi-tool.jp/blog/index.php?e=125 |
| ドリル::その他 | 2011年06月27日 03:24 PM | |
|
ハイスコーティングドリル AG-ESドリルによるS50Cの加工切りくずをご紹介します。
AGES6.0 ドリル直径:6mm 切削速度:50m/min 送り速度:480mm/min(0.18mm/rev) 3%直径比 穴あけ深さ:18mm通し 水溶性切削油剤 被削材:S50C  均一で短かく良好な切りくず 均一で短かく良好な切りくず長い切りくずは、食い付き時、抜け際時に発生したもの 細い切りくずは、中心チゼル付近から発生した切りくずと思われる。 AG-ESドリルの詳細は
| http://nachi-tool.jp/blog/index.php?e=124 |
| ドリル::AGドリル | 2011年06月27日 02:32 PM | |
|
アクアドリルEXフラットのこれまでの加工事例は、鋼が中心でしたが、
今回は、銅合金鋳物の加工事例を紹介します。 円筒部の外周に底面がフラットの場合に、 従来、エンドミルによる座ぐり加工+ドリル加工+エンドミルによる底面加工の3工程を アクアドリルEXフラットは、材料が銅合金であっても一発で加工できました。 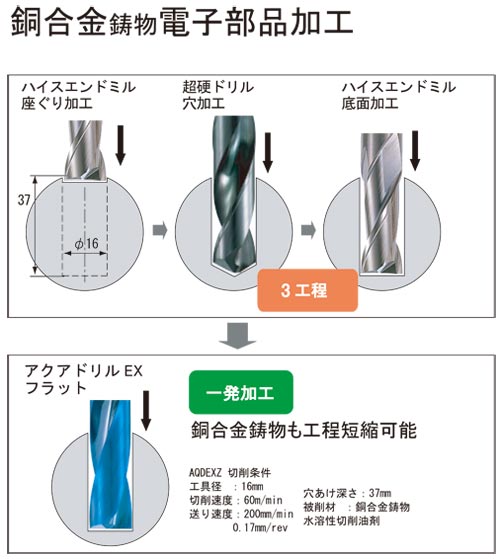
| http://nachi-tool.jp/blog/index.php?e=123 |
| ドリル::アクアドリルEXフラット | 2011年06月27日 02:26 PM | |
|
ポンプ部品に斜めからの通し穴加工があります。穴加工にとっては、入口、出口ともに傾斜面になります。
入口側は、エンドミルで座ぐり、ドリルで穴加工をしていましたが、出口側のドリルの肩が一部破れるところまで加工が進むと振動が大きくなってしまいました。 切削バランスが不均衡となり、穴曲がりや加工面粗さが大きくなり、バリも発生するネック工程でした。 傾斜面でも加工が可能なアクアドリルEXフラットを提案することで、1工程ですみ、穴の加工精度向上、バリの抑制ができるようになりました。 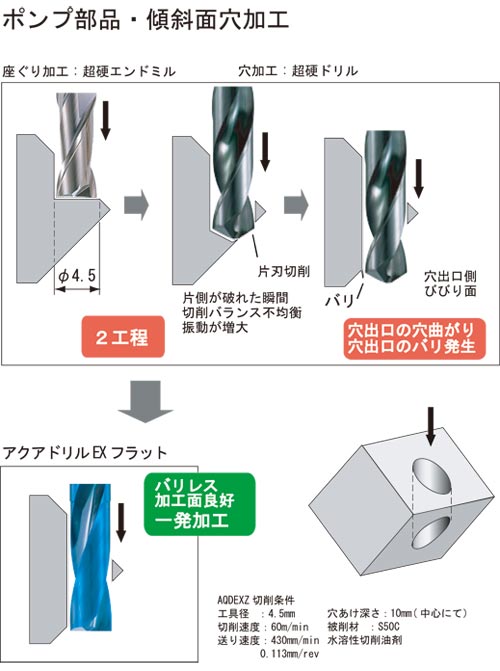
| http://nachi-tool.jp/blog/index.php?e=120 |
| ドリル::アクアドリルEXフラット | 2011年05月28日 09:01 AM | |
|
加工が可能であるからと、使いすぎてしまうと大きな摩耗の進行により、再研削時に除去する損傷部が大きくなって、再研削回数を減らしてしまうことがあります。
再研削寿命を考慮した適切な使用が、トータルコストの改善につながることがあります。 超硬コーティングドリルの加工事例です。 ドリル径8.0mm 穴あけ深さ24mm 被削材S50C 4000穴加工時と3000穴加工時のドリル摩耗を比較してみます。 4000穴がほぼ工具寿命とみられます。 ところで、再研削を行う場合には、ここまで使ってしまうと再研削除去量は、この事例では6mmとなり、再研削前に損傷部の切断作業が必要になりました。再研削費が高くなる上に、再研削回数も激減することになります 3000穴加工までは正常な摩耗状態です。この時点で再研削を行うと、除去量が1mm程度で済み、多くの再研削回数を得ることができます。 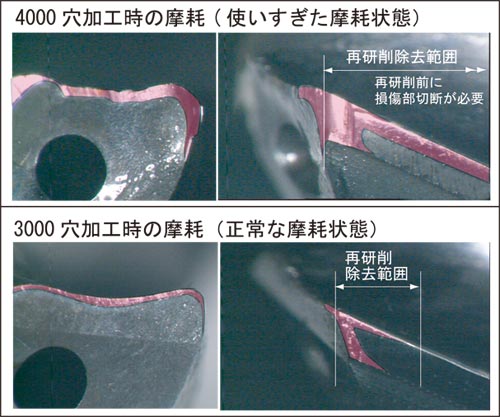 再研削寿命を見極める適切な使用管理と新品性能が維持できるメーカ仕様の再研削・再コートでによって、工具を使い切ることがコスト削減につながります。 再研削・再コートについては こちらから
| http://nachi-tool.jp/blog/index.php?e=119 |
| ドリル::その他 | 2011年05月28日 09:00 AM | |
|
好評を頂いておりますアクアドリルEXフラットが、在庫寸法を拡充して販売しています。
2.0mmから20.0mmまでのサイズのうち、2.0mmから12.0mmまでが完全に0.1mm 飛び寸法として標準在庫となりますので、用途を広げてご使用いただけるようになります。 拡充した在庫寸法を含めた寸法表は こちらから
| http://nachi-tool.jp/blog/index.php?e=118 |
| ドリル::アクアドリルEXフラット | 2011年05月25日 10:34 AM | |
|
油圧バルブ部品の円筒面に小径の穴加工があります。
エンドミルで座ぐり、ドリルで穴加工の2工程で加工していました。 また、内面にバリが大きく残るために、後工程でバリ取り作業も入れていました。 一発加工ができるアクアドリルEXフラットを提案することで、穴加工が1工程ですみ、工具費も安くなりました。 また、バリも小さいため、バリ工程も省略できました。 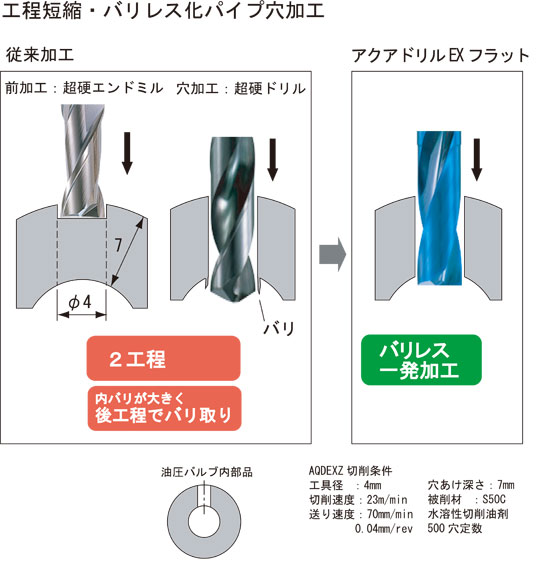
| http://nachi-tool.jp/blog/index.php?e=116 |
| ドリル::アクアドリルEXフラット | 2011年04月25日 09:00 AM | |