








 |
|
最新記事
|
 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。チタン合金(Ti6Al4V)薄肉立ち壁の削り出しを想定したワークサンプルです。 エンドミル径10mm ポケット内側と外側はそれぞれ粗加工後に仕上げ加工を実施。 切削条件、切り込み量はすべて同一です。 加工面を比較ください。GSX MILL VLは非常に良好な加工面に仕上がっております。 従来のコーティング超硬エンドミルはびびり面以外にも、大きなバリが発生しております。 薄肉の厚みが、従来のコーティング超硬エンドミルの方は厚く、指令値に対して除去量が少ないようです。 実演では、粗加工のコーナー部における切削音も比較していただいておりました。 GSX MILL VLのカタログはこちら 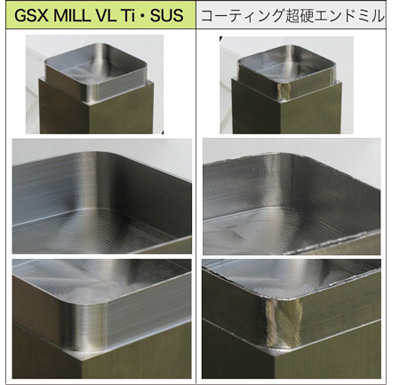 使用工具:GSX MILL VL Ti・SUS φ10 / 被削材:Ti6Al4V 水溶性切削油剤 BT50 ポケット内側 粗加工 切削速度90m/min 送り速度 0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.7mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.1mm ポケット外側 粗加工 切削速度90m/min 送り速度 0.06mm/t切り込み量 ap10mm ae0.5mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t切り込み量 ap10mm ae0.1mm
| http://nachi-tool.jp/blog/index.php?e=136 |
| エンドミル::GSX MILL | 2011年10月25日 03:31 PM | |
|
傾斜面の穴加工やバリレスで好評いただいておりますAQDEXZ/アクアドリルEXフラットについて、傾斜面の穴加工では具体的にどれくらいの条件設定が望ましいのか、たとえば傾斜角45°の場合に、通常の穴あけ基準切削条件よりもどれくらい下げればよいのかなど、問い合わせをいただくことがあります。
曲面への座ぐり加工を角度の違う傾斜面にみたてた加工事例を紹介しますので、切削条件選定の目安として参考ください。 平坦面の切削条件を100%として、傾斜面の角度ごとに比率を表示してみました。なお、送り速度は、1回転あたりの送り量(mm/rev)で比較しています。 通り穴において、抜け面側が傾斜している場合にも参考ください。もちろん、要求される加工面精度、性状によっては、さらに切削条件の調整が必要になります。  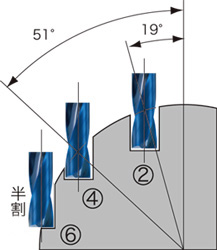 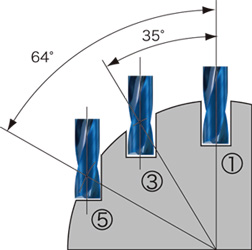 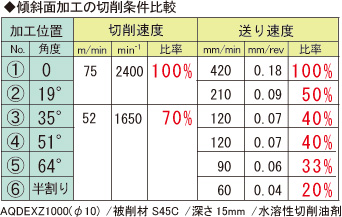 アクアドリルEXフラットの関連記事はこちら アクアドリルEXフラットのカタログはこちら
| http://nachi-tool.jp/blog/index.php?e=135 |
| ドリル::アクアドリルEXフラット | 2011年10月25日 02:43 PM | |
|
10月13日から15日までNACHI不二越の本社・富山事業所におきまして、ナチビジネスフォーラム2011「日本のものづくりを元気にする」を開催しました。
「NACHIの最新ソリューションの提案―新商品・新技術を一堂に。」としまして、期間中に特別公演や技術セミナーを開催。 NACHI-BUSINESS Galaxyのマシナリーステージでは、実際に切削テストをして、機械の前でプレゼンテーションを行いました。 実演プレゼンテーション バリレスで傾斜面からの穴加工も可能なアクアドリルEXフラット、チタン合金の高品位加工に最適なGSX MILL VL、CFRPに超寿命なクリスタルダイヤコートドリル、世界最速V300m/minのHyperDuAl SPホブなどを紹介。 技術セミナー 工具セッションのセミナー内容は「高度な加工にチャレンジする皆様へ 最新の切削工具による加工提案」 マシナリーステージにおける実演プレゼンテーションの様子  
| http://nachi-tool.jp/blog/index.php?e=134 |
| 展示会・セミナー | 2011年10月13日 02:51 PM | |
|
切れ味良好で耐熱性、耐摩耗性に優れた超硬コーティングのアクアドリルEXオイルホールドリルによるステンレス鋼の高能率深穴加工の事例を紹介します。 従来のハイスドリル加工は、外部給油では刃先へ切削油剤を十分に供給ができないために、低速・低送りを強いられ、切りくず処理性の悪い切りくず生成のために、こまめなステップ送りを必要としました。そのため、加工能率を上げられない加工のひとつでした。 アクアドリルEXオイルホールドリルを使用することにより、従来の加工とは比較にならない高能率加工を可能にします。  アクアドリルEXオイルホールドリルのカタログはここ アクアドリルEXオイルホールドリルによるステンレス鋼のその他の加工事例はここ
| http://nachi-tool.jp/blog/index.php?e=133 |
| ドリル::アクアドリルEX | 2011年09月27日 04:01 PM | |
|
ドリル加工前に、位置決め精度を確保したり、穴拡大を抑えたり、ドリルの食いつき性をよくするためにセンタリングを施します。タップ加工のための面取りとセンタリングを兼ねて施すこともあります。
一般的に、ドリルの先端角に対してセンタリングの面取角は同じか大きくするようにするといわれます。同じ意味で、前述のタップ加工用の面取りを兼ねたセンタリングはドリル加工にとって好ましくないとしておすすめしておりません。 使用される機械、ホルダー、加工材料の形状や表面性状などいろいろな要因によって、面取角やセンタリングの大きさの影響を受ける場合もあり、受けない場合もあります。 なんらかの不具合を想定して、センタリングを意図的に大きく偏芯させてドリリングした場合に、穴精度にどのような影響があるのか実験してみましたので紹介します。 ドリル先端角135°に対してセンタリングの面取角を90°、140°。センタリング径がドリル径よりも大きい場合と小さい場合。0.5mmni芯ずれさせてセンタリング加してみました。 結果は、穴の芯ずれ量、穴拡大量ともに90°が大きく、140°はどちらも良好。 センタリング径を小さくすることで、90°でも穴拡大量はおさえられる結果となりました。面取角をドリル先端角と同等又は大きくできない場合には、センタリング径を小さくすることで、ドリル加工の不安定要因を少し取り除けられるようです。 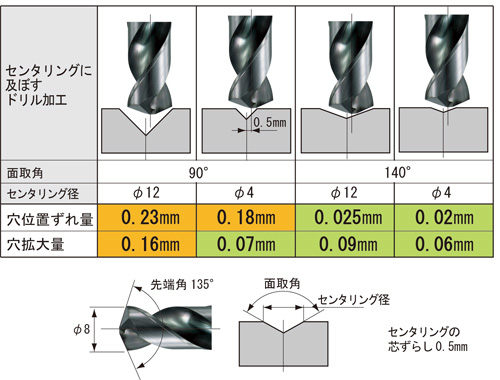 センタリングには、当社のAGスターティングドリルをおすすめします。 140°を含め、4S種類の面取角をラインアップしております。 AGスターティングドリルのカタログはここ AGスターティングドリルの加工事例はここ
| http://nachi-tool.jp/blog/index.php?e=132 |
| ドリル::その他 | 2011年09月27日 03:42 PM | |
|
実用切削速度が最速300m/minに達しているハイスコーティングの工具があります。ご紹介します。
NACHI不二越のHyper DuAl SP ホブです。 商品紹介の詳しくは、Hyper DuAl SP ホブのホームページサイトおよびカタログpdfを参照ください。  高速ドライホブ加工の切りくずを採取しましたので掲載します。 高速ドライホブ加工の切りくずを採取しましたので掲載します。300m/min(最速)と150m/min(従来の実用速度)を比較してみます。切削速度以外は同じ条件です。 左下図の150m/minは、青く変色しているものや変色していないもの、一部変色しているものなどが混在しています。切りくず厚さにより、切りくず生成の過程で、放熱速度の違いによって変わっているようです。ところが300m/minでは、すべてが青く変色しています。 相当の切削熱の発生が伺えます。 加工点で発生する熱を、効率よく切りくずへ持込むことでドライ加工を可能にしていますが、飽和状態になれば、工具への切削熱の伝播も大きくなります。 工具母材はCBNでも超硬でもありません。ハイスです。ハイスは600℃をこえると急激に軟化していきます。ハイス材にとっては厳しい環境下ですが、コーティング膜でこのような高速切削を支えていることがおわかりいただけます。 300m/min高速ホブ加工シーンの動画はこちらから
| http://nachi-tool.jp/blog/index.php?e=130 |
| その他工具 | 2011年08月30日 09:00 AM | |
|
ガンドリルによる深穴加工のガイド穴加工にアクアドリルEXフラットを使用して、ガンドリル寿命が長くなった事例を紹介します。
ガンドリルは深穴を高圧クーラントで強制的に切りくずを排出させて、ノンステップで高精度な加工ができるドリルです。 ガイドブッシュが必要なため、以前はガンドリルマシン専用機でしか利用できませんでしたが、ドリルであけたガイド穴をガイドブッシュの換わりにすることで、マシニングセンタでも深穴加工として広く使われています。 ドリルでガイド穴を設けると、底面(ガンドリルの食い付き面)は円錐状になり、ガンドリルの刃先が、すべりを起こしてしまいます。チッピングを誘発させやすくなり、安定した加工が難しいことがありました。 そのガイド穴加工にアクアドリルEXフラットを使用することで、ガンドリルの食いつき性を高め、チッピングをおさえて安定したガンドリル加工を可能にします。 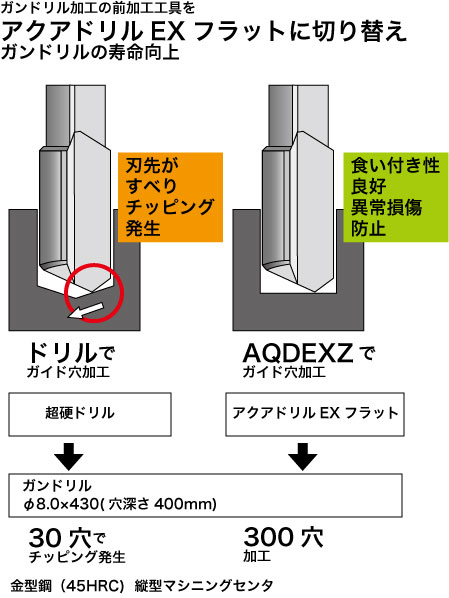
| http://nachi-tool.jp/blog/index.php?e=129 |
| ドリル::アクアドリルEXフラット | 2011年08月30日 09:00 AM | |