








|
最新記事
|
|
滑らかな流線型新刃先形状と耐熱性を強化したGSXⅡコートのボールエンドミルGSX MILL ボールを発売しました。
 新ボール刃先形状はストリームライン 水泳の用語でストリームラインとは、水中で最も水の抵抗を減らした流線型をイメージした姿勢のことをいいます。 いろいろな泳法の中の基本姿勢といえるものです。 GSX MILL ボールの新ボール刃先形状は、切りくずの排出性、切削抵抗、切削変動を考慮した、まさしく流線型イメージのストリームラインとしました。 GSXⅡコート 耐摩耗性、耐凝着性の高いGSXコートから、さらに耐酸化性と放熱特性を高めて耐熱性を強化したGSXⅡコートを採用しました。 高硬度化された積層構造により高硬度材の耐摩耗性を一段とアップし、ストリームライン刃形との相乗効果により凝着性の高い生材に対する寿命も向上します。  GSX MILL ボールは、被削材を問わず、汎用から超高速領域までカバーするボールエンドミルです。 GSX MILL ボールは、被削材を問わず、汎用から超高速領域までカバーするボールエンドミルです。R0.2~R10 18寸法を標準在庫
| http://nachi-tool.jp/blog/index.php?e=147 |
| エンドミル::GSX MILL | 2012年02月28日 04:05 PM | |
 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。 先日、不二越のマシナリーステージなどで開催されたナチビジネスフォーラムの切削工具エリアにおいて切削実演を行っておりました。そのときに加工したワークを入手しましたのでご紹介します。チタン合金(Ti6Al4V)薄肉立ち壁の削り出しを想定したワークサンプルです。 エンドミル径10mm ポケット内側と外側はそれぞれ粗加工後に仕上げ加工を実施。 切削条件、切り込み量はすべて同一です。 加工面を比較ください。GSX MILL VLは非常に良好な加工面に仕上がっております。 従来のコーティング超硬エンドミルはびびり面以外にも、大きなバリが発生しております。 薄肉の厚みが、従来のコーティング超硬エンドミルの方は厚く、指令値に対して除去量が少ないようです。 実演では、粗加工のコーナー部における切削音も比較していただいておりました。 GSX MILL VLのカタログはこちら 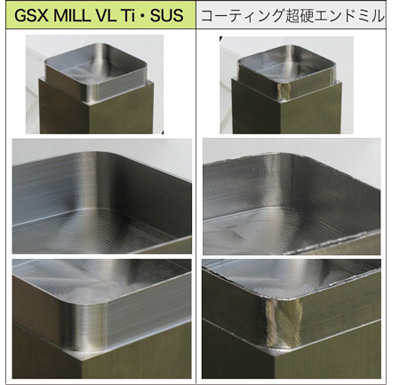 使用工具:GSX MILL VL Ti・SUS φ10 / 被削材:Ti6Al4V 水溶性切削油剤 BT50 ポケット内側 粗加工 切削速度90m/min 送り速度 0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.7mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t (コーナ0.04mm/t)切り込み量 ap10mm ae0.1mm ポケット外側 粗加工 切削速度90m/min 送り速度 0.06mm/t切り込み量 ap10mm ae0.5mm 仕上げ加工 切削速度 120m/min 送り速度0.06mm/t切り込み量 ap10mm ae0.1mm
| http://nachi-tool.jp/blog/index.php?e=136 |
| エンドミル::GSX MILL | 2011年10月25日 03:31 PM | |
 びびり振動を抑制する不等分割・不等リードエンドミル びびり振動を抑制する不等分割・不等リードエンドミルGSX MILL VL寸法拡充しました。 ロング刃長の4Dも各シリーズ追加になりました。
| http://nachi-tool.jp/blog/index.php?e=121 |
| エンドミル::GSX MILL | 2011年06月06日 05:20 PM | |
|
防振性の高いGSX MILL VLでアルミ鋳物(ADC12)の高能率加工をしたところ、良好な加工面が得られましたのでお知らせします。
使用したエンドミルは「鋼用」です。 切削条件 φ10 S4 切削速度160m/min (S5,000min-1) 送り速度1,000mm/min (f0.05mm/t) 切り込み量ap=15mm x ae=2mm 切削油剤:水溶性 突き出しOH=32mm, 縦型MC(BT40) 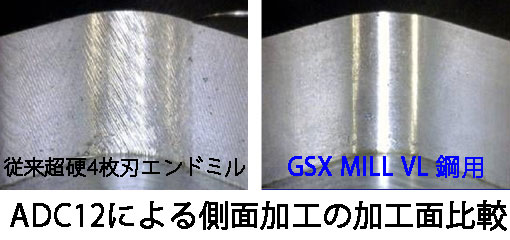
| http://nachi-tool.jp/blog/index.php?e=117 |
| エンドミル::GSX MILL | 2011年04月25日 08:05 AM | |
|
不等分割、不等リードの4枚刃超硬エンドミルGSX MILL VLは、ビビリが発生しにくく、高能率加工ができるとうたっていますが、刃溝が不等分割、不等リードにすることによって、なぜビビリが発生しにくくなるのか。
加工シーンの画像で比較説明してみます。 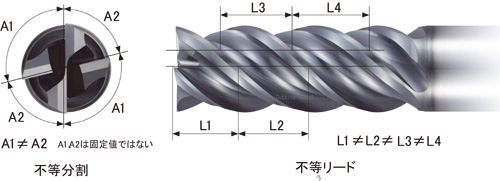 下図は、GSX MILL VLと通常4枚刃超硬エンドミルを同じ被削材を同じ条件で加工して切りくず飛散の様子を撮った画像です。 左図の通常エンドミルの切りくずは、一定方向に飛散しています。周期性も見て取れます。それに比べて、右図のGSX MILL VLは飛散方向が拡散しています。 一見、左図の規則正しく一定方向に切りくずが飛散していく通常エンドミルの方がきれいに見えますが、切り込み量や送り速度が高くなると切削振動が増幅されやすくなります。 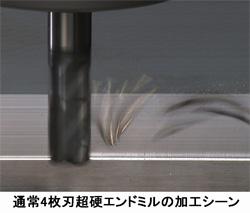 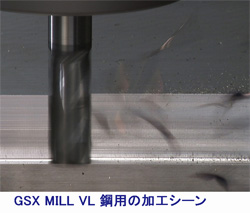 SKD61(53HRC) 側面加工 GSX MILL VL 鋼用/GSXVL4-2.5D 外径10mm 切削速度75m/min、送り速度580mm (0.06mm/刃) ap 15mm 、ae 1mm 縦型マシニングセンタBT40 不等分割と不等リードの効果 不等分割:周期性を打ち消す。切りくずはの定周期に排出されません。 不等リード(不等ねじれ角):ねじれ角が違うと切削開始から切削終了までの時間に差が生じ、切りくず排出スピードが変わります。また、排出方向も変わります。 つまり、両方を兼ね備えることで切りくず排出の時間・スピード・方向を変えてしまうのです。 切削抵抗からみると切削変動を散らしているといえます。 下図は、切削振動を比較したものです。従来エンドミルには周期性は見られますが、GSX MILL VLには周期性は見られません。 右下図の1回転周期の1~4刃の切削振動は、それぞれ違った波形をとっています。 もちろん、多大な切削抵抗がかかるとGSX MILLVLでもビビリは生じます。限界がありますが、通常のエンドミルに比べると安定切削ができる範囲が格段に広がるとみてください。 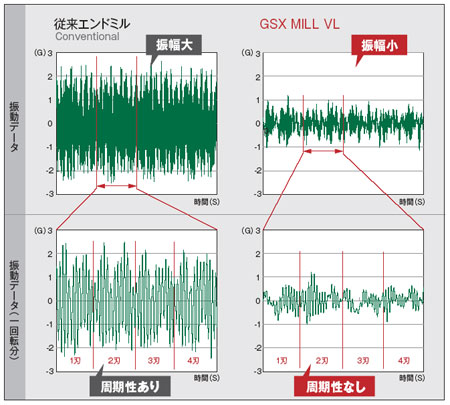
| http://nachi-tool.jp/blog/index.php?e=112 |
| エンドミル::GSX MILL | 2011年03月28日 08:23 AM | |
|
刃先とニック形状の最適化により耐欠損性を高めたGSX MILL ラフィング/ GSXREと他社品による高能率ポケット加工のテストをしましたので紹介します。
GSXREは良好でしたが、他社品は加工初期に折損。 GSXREは、ポケット加工のような高い負荷のかかる加工にも最適であることがおわかりいただけます。   被削材はS50C (180HB)、切削速度100m/min、送り速度0.12mm/刃、切り込み量ap 10mm、ae 5mm、水溶性切削油剤、縦型MC (BT50)、ポケットサイズ40×40×20mm 写真はユーザセミナーにおいてテストしたエンドミルと加工ワークです。
| http://nachi-tool.jp/blog/index.php?e=110 |
| エンドミル::GSX MILL | 2011年02月23日 06:40 PM | |
|
| http://nachi-tool.jp/blog/index.php?e=106 |
| エンドミル::GSX MILL | 2011年01月13日 09:11 AM | |