








|
最新記事
|
|
加工条件、被削材の特殊性などさまざまな困難な条件下で頼りになるドリルが粉末ハイスコーティングのSG-ESSドリルです。 バランスのよい切削性能をもっているため、世界各地でいろいろな用途に使われています。 そんなSE-ESSドリルが、台湾のiPodを生産している会社で超硬ドリルから切り換えて良好であるというニュースが入ってきました。加工ワークはSUS304ステンレス鋼です。 ちょっと不安定な加工条件下では最高のパフォーマンスを発揮するのがSG-ESSです。 ドリルの刃先が欠けやすく穴あけ寿命が不安定である、穴精度がよくない、センタリングを省略したい、加工能率を上げたい、そのような要望の救世主です。 ぜひ、お試しください。 寸法詳細は 技術紹介記事は
| http://nachi-tool.jp/blog/index.php?e=91 |
| ドリル::その他 | 2010年05月26日 10:21 AM | |
|
機械加工に従事されている方、および関係者は認識されていますが、経験の少ない方、初心者の方からよくある質問としてご紹介します。
質問 ホームセンターで6mmのドリルを購入してきました。鉄板に電ドルで穴をあけようとしましたが、あけられません。1穴もあけないままで刃先が切れなくなりました。ホームセンターで販売しているドリルは切れないのですか? 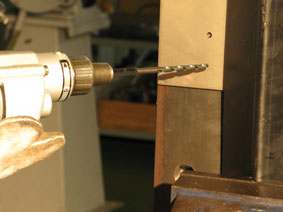 ホームセンターで販売しているNACHIドリルはNACHIの標準ストレートドリルを1本又は2本単位でお求めやすいようにパック品として商品化しているものです。NACHIドリルと全く同じものです。 ホームセンターで販売しているNACHIドリルはNACHIの標準ストレートドリルを1本又は2本単位でお求めやすいようにパック品として商品化しているものです。NACHIドリルと全く同じものです。鉄板、一般的には構造用鋼などを手持ち電ドルで加工できる限界は、5〜6mmぐらいになります。最近の高出力のインパクトドライバーや充電式ドリルドライバーなどの穴加工能力として、鉄板は10mm、13mmまでと表示してあるものを見かけます。確かに嘘ではありません。しかし、手持ちの加工では人の押し付ける力の限界があって、誰でもがあけられるサイズではありません。6mmでもあけられない寸法ではありませんがカンドコロが必要になります。 物を加工するときには力が必要です。穴加工においても同様です。穴加工の場合には、トルクとスラストが切削抵抗として力がかかってきます。トルクは回転力、スラストは押し付ける力、それらのバランスがとれていなければなりません。 高出力タイプの充電ドリルドライバーのモータであれば、13mmの鉄板をあけるためのトルクは充分にあります。しかし、スラストは発生しません。13mmで100kgfのスラスト荷重が最低必要になります。手持ちではすべて人力になります。持続的に100kgの力を出し続けられるのは、相当の怪力以外に考えられません。一般的には30kgから50kgが限界と見るべきです。 また、それらの力を穴加工に向けるために、加工される材料をしっかりと固定することも必要です。固定されていないと、それらの力が穴加工に伝わらないばかりか、刃物であるドリルに重大な悪影響を及ぼすことになります。別のイメージに例えれば、切れ味のよいナイフの刃先がプラス・マイナスのドライバーやヤスリのように使われている感じに近いのです。これでは、せっかくのナイフも台無しです。 トルク、スラスト、加工物の固定、もう一つ付け加えるとドリルの振れない保持もポイントになります。これらの条件が整ってはじめて安定した穴加工が成立します。 鉄板の穴あけには、スタンド固定、あるいは簡易卓上ボール盤をおすすめします。 大きく正確できれいな穴には、ボール盤やフライス盤で加工が可能な近くの工場へ依頼した方がコストは安くなるかもしれません。
| http://nachi-tool.jp/blog/index.php?e=81 |
| ドリル::その他 | 2010年03月13日 01:17 PM | |
|
| http://nachi-tool.jp/blog/index.php?e=19 |
| ドリル::その他 | 2009年01月22日 11:16 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=18 |
| ドリル::その他 | 2009年01月22日 11:13 AM | |