








|
最新記事
|
|
ドリルの性能や被削材の特性を評価するために、一定の加工条件(工具、被削材、穴深さ、使用機械、クーラント供給方法など)のもとで切削条件(切削速度、送り量)を変えた場合の工具寿命を求める試験を行うことがあります。
また、材料成分の改良、切削油剤の見直し、加工機械の選定などで最適な切削条件をさぐるために行うこともあります。 ハイスドリルによるステンレス鋼SUS304の加工事例を紹介します。 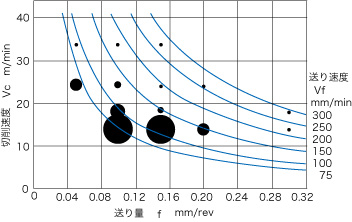 被削材SUS304、ドリルφ6.0mm GSD6.0、穴深さ20mm、通り穴、水溶性切削油剤 被削材SUS304、ドリルφ6.0mm GSD6.0、穴深さ20mm、通り穴、水溶性切削油剤黒丸の大小はドリル寿命の大小、水色の曲線は加工能率曲線。大きな黒丸2つは切削長25mで中止。 切削速度15m/min、送り量0.12mm/rev(直径比2%)前後が最適条件のようです。 穴深さは約3L/Dでした。加工条件よりも深い穴加工の場合には、この最適値よりも切削速度を下げたほうがよいかもしれません。 同じ材料で、硬さも大きく異なることもなく、成分の違いによって被削性が大きく変わってしまうことが難削材といわれているものにみられます。 高マンガン鋼の加工事例を紹介します。 ノンコートのハイスドリルによる事例です。 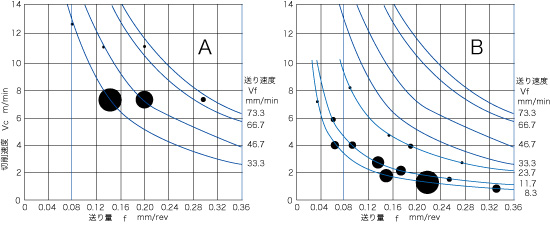 A:高マンガン鋼(C0.17%,Mn24% HB223) B:高マンガン鋼(C0.7%,Mn16% HB209) φ10mmスタブタイプのコバルトドリル、穴深さ38mm、不水溶性切削油剤、通り穴 高マンガン鋼は非磁性体で強磁場が生ずる装置、構造体に利用されています。 強度が高く、加工硬化性が大きく、靭性に富むため、ドリル加工では大きなせん断応力が発生する難削材です。 紹介した事例のように、同じ材料のような場合でも材料ごとに試削りをしてみないと正確にはわからないこともあります。 試削りして、寿命のピーク点を外さないようにしてください。 ところで、ノンコートのハイスドリルでも、ドリルの選定(ショートタイプの高剛性ドリル)を外さなければ、難削材であってもそこそこ加工は可能であることが伺えます。
| http://nachi-tool.jp/blog/index.php?e=150 |
| ドリル::その他 | 2012年05月02日 05:31 PM | |
|
耐熱合金のインコネル718の穴加工の事例です。
送り速度を一定にして、切削速度と回転当たりの送り量を変えてみました。 切削速度45m/min、送り量0.05mm/revの高速低送りと 切削速度30m/min、送り量0.075mm/revの低速高送りです。 テスト結果は、高速低送りが60穴目で機械出力が高くなり寿命と判断。 低速高送りは150穴の加工で中止。まだまだ加工できそうでした。 切削条件によって切りくず形態の異なることに注目してください。 送り量0.05mm/revでは、蛇腹状の長い切りくずが、加工初期から発生していま。 ドリルからみれば、蛇腹状の切りくずはびびり振動誘発の恐れがあるうえに、 切りくず処理も厄介であり、好ましくありません。 送り量0.075mm/revでは、カールした短い切りくずがでています。 送り量をちょっと変えるだけで、好ましい方に転換しています。 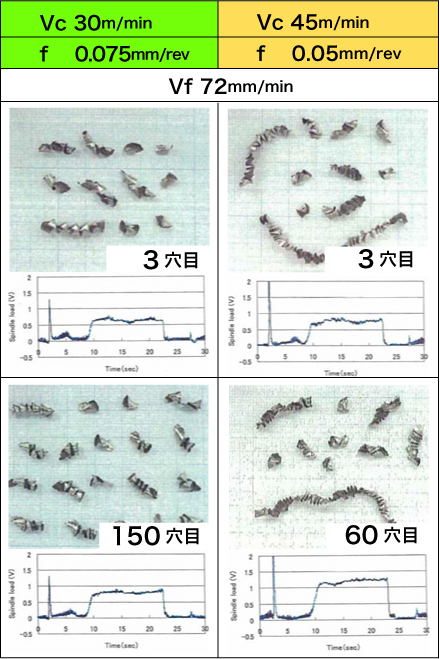 AQDEXOH/アクアドリルEXオイルホール3D AQDEXOH/アクアドリルEXオイルホール3Dのカタログ アクアドリルEXの関連記事
| http://nachi-tool.jp/blog/index.php?e=148 |
| ドリル::アクアドリルEX | 2012年03月28日 01:45 PM | |
|
ステンレス鋼の深穴加工には、内部給油のアクアドリルEXオイルホールなどの超硬オイルホールドリルをおすすめしますが、加工ロットが少ない、内部給油設備を使用できない、などからハイスロングドリルを選定される場合もあります。
今回は、ハイスドリルの選定、加工事例などを紹介します。 AGパワーロングドリル 析出硬化型ステンレス鋼SUS630について取り上げます。 SUS630は、穴加工などの機械加工を析出硬化前に行われます。 ところが、硬化処理前であっても30~35HRCぐらいの硬さがあるため、深穴加工では難易なステンレス鋼代表格のSUS304とは同じステンレス鋼であってもちょっと状況が違ってきます。 ステンレス鋼の深穴加工用としてハイスロングドリルの場合は、GLSD Gロングドリルをおすすめしておりますが、SUS630のように硬さが高い場合には、例外としてAGPLSD AGパワーロングドリルの方が良いようです。 AGPLSDのドリルはGLSDに比べて剛性が高くなっています。 AGパワーロングドリルによる深穴加工の事例を紹介します。 直径5.4mm 深さ100mm(18.5 L/D) 被削材SUS630です。 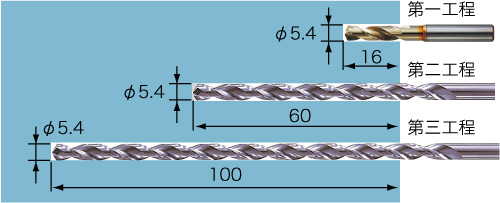 3種類のドリルで3工程に分けて加工をしました。    7穴加工してみました。 上記の画像は7穴加工後の第三工程の刃先と切りくずの様子です。 切削条件は以下の通りです。 第一工程 SG-ESSドリル SGESS5.4(φ5.4×28×72) 切削速度15m/min 送り量0.108mm/rev ノンステップ 第二工程 AGパワーロングドリル AGPLSD5.4×139(φ5.4×91×139) 切削速度10m/min 送り量0.054mm/revステップ送りQ=2mm 第三工程 AGパワーロングドリル AGPLSD5.4×206(φ5.4×140×206) 切削速度10m/min 送り量0.034mm/revステップ送りQ=2mm すべて水溶性切削油剤使用 刃先は口元直前で止めることをおすすめします。 被削材の説明については記事の続きへ 続き▽
| http://nachi-tool.jp/blog/index.php?e=146 |
| ドリル::AGドリル | 2012年02月28日 02:51 PM | |
|
アクアドリルEXの特長を活かすことにより、あきらめていた加工が可能になるという事例を紹介します。 小型マシニングセンタ(BT30)では、連続定格負荷は小さいうえに、ドリル径が大きくなると低速回転域(同じ切削速度であれば、ドリル径が大きくなると回転数は小さくなる)では、許容できる負荷はさらに小さくなります。 大径ドリルは通常加工条件では主軸負荷が過大となるために、使用サイズは限られていました。 アクアドリルEXは、刃先形状と溝形状を改良することにより切削抵抗の低減をはかったドリルです。 また、高速高送りから低速低送りまで広い切削領域で安定加工を可能にしています。 小型マシニングセンタでアクアドリルEXを使用する場合に、高速・低送り切削条件へシフトすることにより、主軸負荷を低減し、使用できるドリル径の範囲を広げることができることもあります。 下図の切削条件適用領域図は炭素鋼(S50C相当)生材を想定したものです。 アクアドリルEXの切削条件適用領域内で、加工能率を変えないで切削条件をシフトした場合の小型マシニングセンタ(BT30)における加工事例です。 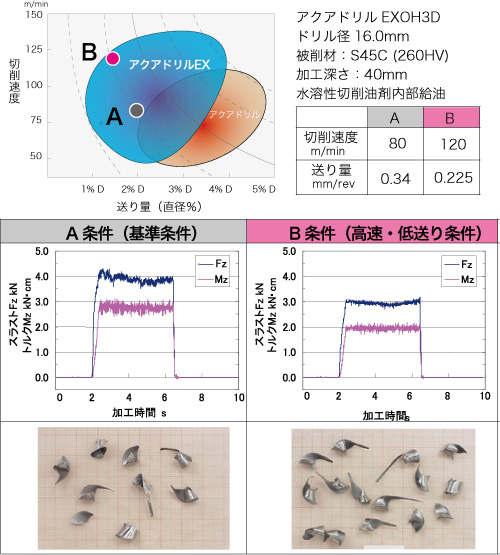
| http://nachi-tool.jp/blog/index.php?e=145 |
| ドリル::アクアドリルEX | 2012年02月03日 09:00 AM | |
|
被削材SUS430穴の加工能率を比較した事例を紹介します。
SUS430は、いわゆる18クロームステンレスといわれているフェライト系ステンレス鋼です。耐熱性・耐食性はSUS304よりは劣りますが、ほどほどに備えています。SUS304は非磁性ですが、SUS430は磁性です。磁石につきます。また、SUS304と同様に熱処理による焼きは入りません。SUS304に比べて価格は安く、溶接は可能で、被削性がよいために自動車部品、化学設備などいろいろなところで使用されています。 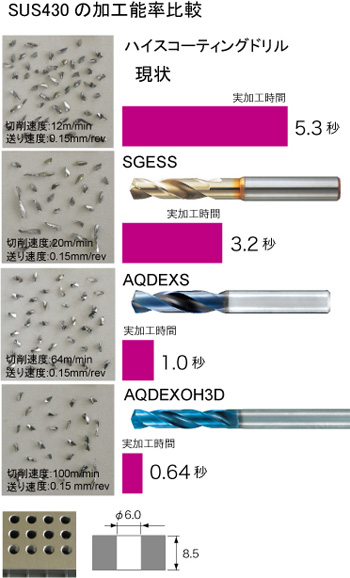 現在お客様で使用されているハイスコーティングドリルに対して、工具を交換することでどれだけの加工能率を上げられるかテストした事例です。SGESS、アクアドリルEXスタブ、アクアドリルEXオイルホールを使って切りくずの様子も踏まえて比較してみます。1回転当たりの送り量を固定したテストでもAQDEXSで現状の5倍以上、AQDEXOH3Dならば8倍以上になります。 アクアドリルEX、アクアドリルEXオイルホールについては こちらから アクアドリルEXシリーズのカタログは こちらから
| http://nachi-tool.jp/blog/index.php?e=142 |
| ドリル::アクアドリルEX | 2011年12月28日 08:55 AM | |
 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。 2011年10月に不二越工場内で開催されたナチビジネスフォーラムの工具切削実演のステージでは、アクアドリルEXフラットによる裏バリ比較を紹介しました。バリの発生状況を高速度カメラによる映像と実切削で体感していただきました。 通り穴加工の場合には、抜け際の加工面に切削熱が集中し、切削応力(スラスト荷重)によって塑性変形を起こしやすい状況になり、抜け際のバリ発生を抑えることは非常に難しいことでした。 特に細くて長いパイプの穴加工の場合、バリ取り作業に多大な工数をかけることになります。 アクアドリルEXフラットは加工能率を下げないで、バリ発生を小さく抑えることができます。以下、その実演で加工したワークのバリを比較紹介します。 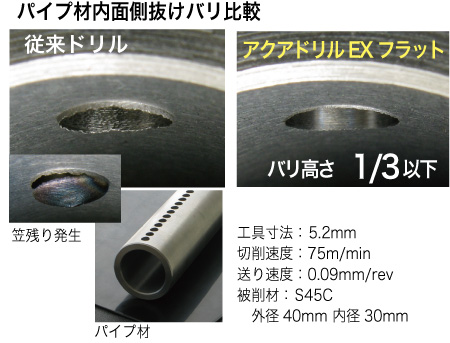 従来ドリルでバリ最大高さ0.4mmに対して、アクアドリルEXフラットは0.13mmの1/3の大きさでした。また、従来ドリルでは、陣笠残りが多く発生しており、その除去も必要でした。 アクアドリルEXフラットはバリ対策用ドリルとしても効果的です。 アクアドリルEXフラットのカタログはここをクリック アクアドリルEXフラットの関連記事はここをクリック
| http://nachi-tool.jp/blog/index.php?e=139 |
| ドリル::アクアドリルEXフラット | 2011年11月29日 09:34 AM | |
|
| http://nachi-tool.jp/blog/index.php?e=138 |
| ドリル::アクアドリルEXフラット | 2011年11月29日 08:34 AM | |